双层卷焊钢管知识
2025-01-17
双层卷焊钢管类小知识 双层卷焊钢管(又称邦迪管, 双层管),是用优质冷轧钢带 经双面镀铜, 纵剪分条、卷制缠绕两圈(720°)后在还原气氛 中钎焊而成,它具有高的爆破强度和内表面清洁度,有良好的 耐疲劳抗震性能。其产品加工简单、性能可靠是铜管的最佳替 代品。与铜管相比具有重量轻、性能好、价格低等特点。 双层卷焊钢管广泛用于汽车和制冷行业,是油管、气管、 刹车管等压力管路以及冷凝管、蒸发管的理想材料。 双层卷焊钢管在我厂使用较多,主要运用在汽车液压制动 油管、离合油管、燃油管、出气管等总成产品上。合格的油管 总成产品除了几何形状和尺寸满足图样外,还必须满足如下技 术要求: 1、材料牌号和化学成分; 2、材料的力学性能(抗拉 强度 /屈服强度 /延伸率);3、工艺性能(压扁 /双层扩口 /弯曲 / 耐压 /爆破性能);4、表面质量 /内表面清洁度要求; 5、表面镀 层要求。下面就生产油管总成产

 双层卷焊钢管的冲切及改进
双层卷焊钢管的冲切及改进 以双层卷焊钢管的冲切为例介绍了钢管的一种高精度剪切方法──冲切以及其改进方法。重点论述了刀具的改进设计,而该装置重点在于切槽拉刀和冲刀。同时指出了冲切在大规模钢管生产中,尤其是精细钢管生产中应用的可能性。
双层卷焊钢管钎焊电控系统维护 简介双层卷焊管钎焊机的结构及其组成,介绍了电控系统的工作原理及其调试过程。
编辑推荐下载
格式:pdf
大小:540KB
页数:3P
人气:68
 4.3
4.3
双层卷焊钢管在汽车上的应用 目前,国产汽车管路系统均采用铜管。如果能用钢带卷制的铜焊双层管壁低碳钢管(简称双层卷焊钢管)代替铜管,则将为国家节约大量的铜。我厂用上海金属软管厂生产的φ8×0.75毫米双层卷焊钢管,在汽车供油系上使用,作了工艺和使用性能试验,试验结果表明,双层卷焊钢管基本上能满足要求,用来代替铜管是可行的。一双层卷焊钢管的特性双层卷焊钢管是用双面镀铜的低碳钢带,连续搭卷两圈后,构成双层管壁,用铜焊合而成。尺寸精确、公差小、壁厚一致、内、外表面清洁光滑,是一种精密的管材。
格式:pdf
大小:58KB
页数:2P
人气:68
4.7
双层卷焊钢管技术引进及国产化 介绍了从国外引进的意大利—土耳其系列双层焊管生产线的技术性能、工艺流程和产品特点。
热门文档 双层卷焊钢管知识
格式:pdf
大小:21KB
页数:1P
人气:68
4.5

钢管——双层卷焊钢管 序 号 材料名称牌号材料标准编号品种规格(mm)品种规格标准编号有关规定标记示例 4 双层卷焊钢 管 08、08f、 08al gb/t11258—1989 外径×壁厚: 3.17×0.50 3.17×0.70 4.76×0.70 5.00×0.70 6.00×0.70 6.35×0.70 8.00×0.70 gb/t11258—1989 1、尺寸偏差 外径和壁厚允许偏差分为普通 级和较高级。 普通级偏差不标出,较高级偏差 应在相应尺寸后标注“高”字。 2、说明事项 本标准在近期会作废或被代替。 名称牌号—外径×壁厚及允许 偏差—标准编号 双层钢管08—8.00×0.70高— gb/t11258—1989 适用的典型零部件:制动油管、硬管、金属供油管、金属回油管、金属燃油管、燃油蒸气管、金属蒸汽管等。
格式:pdf
大小:119KB
页数:4P
人气:68
4.6
热镀铅锡双层卷焊钢管的机理与质量控制 应用固态金属中的扩散理论详细论述了在双层卷焊钢管上热镀铅锡的机理;应用铅锡合金耐蚀性理论对热镀铅锡双层卷焊钢管生产中所存在的缺陷进行了分析。
格式:pdf
大小:153KB
页数:5P
人气:68
4.4
双层卷焊钢管热浸镀铅锡合金工艺与设备 详细叙述了双层卷焊钢管热浸镀铅锡合金的工艺过程及其主要设备。该工艺应用在实际生产过程中表明是可靠的,合理的
格式:pdf
大小:143KB
页数:1P
人气:68
4.7
三层卷焊钢管研制成功 一种技术先进的三层卷焊钢管,已由呼和浩特精密制管厂和燕山大学研制成功。最近通过了由内蒙古科委主持召开的鉴定,并投入生产。三层卷焊钢管的问世与投产,受到国际管材协会执行秘书约翰·c霍格来函赞
格式:pdf
大小:121KB
页数:9P
人气:68
4.5

ics; h ×× 中华人民共和国黑色冶金行业标准 yb yb/txxxx—2006 双层铜焊钢管 doublewallcopper-brazedsteeltubing 征求意见稿(1) 200×-××-××发布200×-××-××实施 国家经济贸易委员会发布 yb/txxxx—2006 1 前言 本标准修改采用国际标准iso4038和iso13486-1中有关双层焊管的内容并根据美国标准astm a254-97(2002)《铜焊钢管》结合原gb/t11258-1989《双层卷焊钢管》进行制订。 本标准钢管的尺寸与力学性能和外镀层的盐雾试验与双层扩口试验的要求与国际标准相当。 本标准的化学成分、工艺性能中的压扁、弯曲、耐压,内表面清洁度等指标严于美国标准。增加了 气密性试验和汽车用钢管的
精华文档 双层卷焊钢管知识
格式:pdf
大小:258KB
页数:4P
人气:68
4.4
三层卷焊钢管钎焊接头的成分和微观组织 借助扫描电子显微分析(sem)、电子探针x射线显微分析(epma)等手段,观察分析了三层卷焊钢管钎焊接头的化学成分和微观组织。结果表明:①钎焊接头由上、下扩散区和中界区组成;②在扩散区的铁素体晶间,铜重量浓度可达10%左右,在中界区铁重量浓度约为6%;③在扩散区和中界区中均形成α和ε固溶体混合物;④钎焊接头性能优良。
格式:pdf
大小:104KB
页数:5P
人气:68
4.7

卷焊钢管制作分项工程质量检验评定表 单位工程名称:中天大棒步进加热炉安装工程施工单位: 分部工程名称:管道制作煤气施工日期:年月日 保 证 项 目 项目质量情况 1管道的规格、几何尺寸必须符合设计要求。 2所用主材和焊接材料都要有合格证书或复验报告。 3管道焊缝必须经煤油渗透试验,并按规定数量进行无损探伤合格。 基 本 项 目 项目 质量情况等 级12345678910 1管道接缝应符合要求。 2卷管校圆应符合规定。 3规范规定预装的管段,应有预装记录。 极 限 偏 差 和 公 差 项 目 项目 极限偏差(公差)实测值 <800800~ 1200 1300~ 1600 1700~ 2400 2500~ 3000 >300012345678910 1周长偏差±5±7±9±11


格式:pdf
大小:1.8MB
页数:4P
人气:68
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
最新文档 双层卷焊钢管知识
格式:pdf
大小:732KB
页数:5P
人气:68
4.6
直缝埋弧焊钢管预焊技术 简述了国内外直缝埋弧焊生产机组预焊工艺的技术现状,介绍了预焊工艺和预焊设备。分析了预焊中常见问题如错边、烧穿、气孔、飞溅等产生的原因,并提出了相应的改进措施。
格式:pdf
大小:22KB
页数:1P
人气:68
4.3

gb50372-2006 大直径卷焊钢管焊接分项工程质量验收记录 炼铁-010 单位工程名称分部工程名称 施工单位项目经理 监理单位总监理工程师 分包单位分包项目经理 施工执行标准名称及编号 检查项目 质量验收 规范规定 施工单位检验结果 监理(建设) 单位验收结果 主 控 项 目 1焊接材料品种、规格、性能第4.3.2条 2对接焊缝内部质量第5.2.6条 一 般 项 目 1焊接前应有完整的工序交接记录第5.2.9条 2裂纹不允许 3表面气孔 每50mm长度内允许直径≦ 0.3t, 且≦2mm的气孔2个,孔间距 ≧6倍孔径 4表面夹渣 深度≤0.1t,长度≤0.3t, 且≤10mm 5咬边 ≤0.05t且≤0.5mm,连续长 度≤100mm,且焊缝两侧咬边 总长≤10%焊缝全长 6
格式:docx
大小:66KB
页数:61P
人气:68
3


政府采购旋焊钢管招标文件——政府采购旋焊钢管招标文件,word格式,共54页。 一、招标项目:螺旋焊钢管 dn1800d=14数量:1018m 详见第三部分标的清单及说明。 二、招标方式:公开招标 三、对投标人的资格要求: 1、符合《中华人民...
格式:pdf
大小:74KB
页数:2P
人气:68
4.7
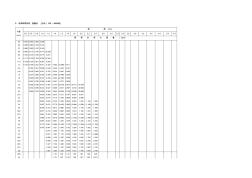
3、电焊钢管规格、重量表[冶标(yb)242-68] 外径 (mm) 壁厚(mm) 0.50.60.81.01.21.41.51.61.82.02.22.52.83.03.23.53.84.04.24.54.85.05.5 钢管的理论重量(kg/m) (5)0.0550.0650.0830.099 (6)0.0680.0800.1080.123 (7)0.0800.0950.1220.148 (8)0.0920.1100.1420.173(0.202) (9)0.1050.1250.1620.1970.231 100.1170.1390.1820.222(0.261) (11)0.1290.1540.2010.2470.290 120.142

格式:pdf
大小:139KB
页数:未知
人气:68
4.8
在线检测双层卷焊钢管的EEC—30+型双频双通道涡流伤仪简介 双层卷焊钢管应用广泛,品质要求高,必要进行100%检测,涡流检测具有连续,快速、灵敏,无需耦合剂等特点,很适合双层卷焊钢管的在、离线自动检测,就eec-30+双频通道钢管涡流探伤仪在双层卷焊钢管生产过程中的应用情况作一简介。

格式:pdf
大小:117KB
页数:2P
人气:68
4.5
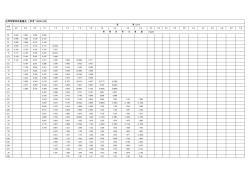
电焊钢管规格重量表[参考yb242-68] 外径 (mm) 壁厚(mm) 0.50.60.81.01.21.41.51.61.82.02.22.52.83.03.23.53.84.04.24.54.85.05.5 钢管的理论重量(kg/m) (5)0.0550.0650.0830.099 (6)0.0680.0800.1080.123 (7)0.0800.0950.1220.148 (8)0.0920.1100.1420.173(0.202) (9)0.1050.1250.1620.1970.231 100.1170.1390.1820.222(0.261) (11)0.1290.1540.2010.2470.290 120.142

文辑创建者
我要分享 >
职位:投标资料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐