丝杠螺纹加工中主轴角位移高精度快速测量
2024-05-29
在分析了影响主轴角位移测量精度因素的基础上,根据光电脉冲编码器输出信号特点,提出了主轴角位移频率比对测量法。为消除在测量过程中由于主轴转速的不同造成测量精度差异,采用了周期自适应调节技术,而为降低在测量过程中由标频脉冲计数带来的计数误差,采用了相位延迟技术和相位同步技术。通过在CA6140普通数控车床上的实际测试,验证了该法的有效性和实用性。

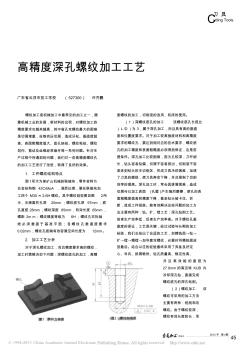
2012年第4期 45冷加工 uttingtoolsc刀具 螺纹加工是机械加工中最常见的加工之一,随 着机械工业的发展,新材料的出现,对螺纹加工的 精度要求也越来越高,其中盲孔攻螺纹最大的困难 是切屑堵塞,丝锥挤压切屑,造成牙松、垂直度超 差、表面粗糙度值大、底孔烧结、螺纹粘结、螺纹 划伤、振动及丝锥经常崩牙等一系列问题。针对生 产过程中所遇到的问题,我们对一些高精度螺纹孔 的加工工艺进行了改进,取得了良好的效果。 1.工件螺纹结构特点 图1所示为某矿山机械的联接块,零件材料为 合金结构钢42crmoa,调质处理,要在联接块加 工四个m30×2-6h螺纹。其中螺纹剖视图如图2所 示,光滑圆柱孔深20mm;螺纹底孔深97mm,底 孔直径28mm;螺纹深度85mm,有效长度65mm, 螺距2mm;螺纹精度等级为6h;螺纹孔实际轴 线必须垂直于基准平面;
 一种双速同步机轴角(位移)高精度测量系统
一种双速同步机轴角(位移)高精度测量系统 基于数字随动原理,研制出一种低成本实用性强并可与计算机接口的高速高精度双速同步机轴角(位移)高精度测量系统,介绍了其工作原理与硬件电路,以3种齿轮传动比为例,介绍双速处理器的工作原理。
编辑推荐下载
格式:pdf
大小:64KB
页数:未知
人气:61
 4.7
4.7
机床主轴螺母内螺纹加工中去毛刺 机床主轴作为最重要的功能部件之一,它的精度直接影响整机的精度。因此,作为主轴配件的主轴螺母,精度要求也非常高。为保证螺母在主轴上的端面跳动,目前主轴上螺纹的加工方法一般为配车,并保证主轴外螺纹与螺母内螺纹的
热门文档 丝杠螺纹加工中主轴角位移高精度快速测量
格式:pdf
大小:301KB
页数:未知
人气:61
4.3
高效率螺纹加工——拉削式丝锥 本文介绍了一种新型螺纹刀具结构——内螺纹拉削式丝锥。用拉削螺纹代替了车削螺纹。加工精度高于车削,效率提高了4倍,且易于推广使用。
格式:pdf
大小:205KB
页数:2P
人气:61
4.8
螺纹环规的螺纹加工 本文通过螺纹环规的螺纹实际加工,摸索出在没有螺纹磨床的情况下,加工环规螺纹的工艺方法,全面分析了螺纹环规中径、大径车削和研磨加工过程,指出了螺纹车削过程中中径测量的注意事项,以及螺纹环规中径研磨过程中存在的问题并提出了具体解决措施。对加
格式:pdf
大小:109KB
页数:1P
人气:61
4.5
螺纹环规的螺纹加工 本文通过螺纹环规的螺纹实际加工,摸索出在没有螺纹磨床的情况下,加工环规螺纹的工艺方法,全面分析了螺纹环规中径、大径车削、研磨加工过程,螺纹车削过程中的中径测量中的注意事项,螺纹环规中径研磨中存在的问题并提出了具体解决措施。对加工刀、量、辅都有一定的借鉴作用。
格式:pdf
大小:18KB
页数:1P
人气:61
4.4
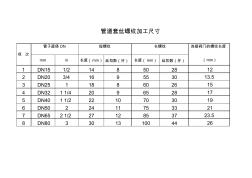
mmin长度(mm)丝扣数(牙)长度(mm)丝扣数(牙) 1dn151/21485028 2dn203/41695530 3dn2511886026 4dn3211/42096528 5dn4011/222107030 6dn50224117533 7dn6521/227128537 8dn803301310044 19 21 23.5 26 项次 管子直径dn短螺纹长螺纹连接阀门的螺纹长度 管道套丝螺纹加工尺寸 (mm) 12 13.5 15 17
格式:pdf
大小:10KB
页数:3P
人气:61
4.4
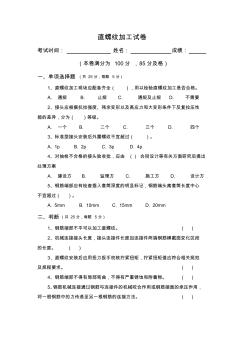
直螺纹加工试卷 考试时间:姓名:成绩: (本卷满分为100分,85分及格) 一、单项选择题(共25分,每题5分) 1、直螺纹加工现场应配备齐全(),用以检验直螺纹加工是否合格。 a.通规b.止规c.通规及止规d.不需要 2、接头应根据抗拉强度、残余变形以及高应力和大变形条件下反复拉压性 能的差异,分为()等级。 a.一个b.二个c.三个d.四个 3、标准型接头安装后外露螺纹不宜超过()。 a.1pb.2pc.3pd.4p 4、对抽检不合格的接头验收批,应由()会同设计等有关方面研究后提出 处理方案 a.建设方b
精华文档 丝杠螺纹加工中主轴角位移高精度快速测量
格式:pdf
大小:212KB
页数:未知
人气:61
4.4
螺纹加工方法探索 钳工基本操作主要包括划线、錾削、锯削、锉削、孔加工、螺纹加工、矫正与弯形、铆接、粘接与锡焊、刮削和研磨等内容,这是作为一名合格的钳工人员必须要熟练掌握的操作技能。在钳工日常操作中,有时需要根据图样要求对工件进行螺纹加工,为了保证工件质量,必须要熟练掌握螺纹加工的有关操作知识。
格式:pdf
大小:115KB
页数:3P
人气:61
4.4
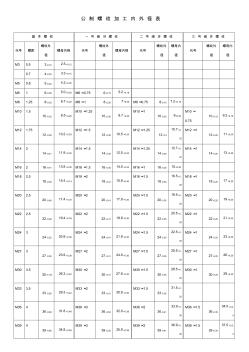
公制螺纹加工内外径表 基本螺纹一号细牙螺纹二号细牙螺纹三号细牙螺纹 代号螺距 螺纹外 径 螺母内径代号 螺纹外 径 螺母内径代号 螺纹外 径 螺母内 径 代号 螺纹外 径 螺母内 径 m30.53-0.152.5+0.12 0.74-0.203.3+0.15 m50.85-0.224.2+0.20 m616-0.265.0+0.20m6×0.756-0.155.2+0.19 m81.258-0.306.7+0.22m8×18-0.257+0.20m8×0.758-0.157.2+0.19 m101.5 10-0.358.5+0.25 m10×1.25 10-0.308.7+0.22 m10×1 10-0.259+0.20 m10× 0.
格式:pdf
大小:113KB
页数:1P
人气:61
4.6
内螺纹加工实践分析 要想加工出高质量的内螺纹,就必须螺纹孔的加工,丝锥的选用,攻丝时的正确操作避免废品形成。
格式:pdf
大小:104KB
页数:4P
人气:61
4.5
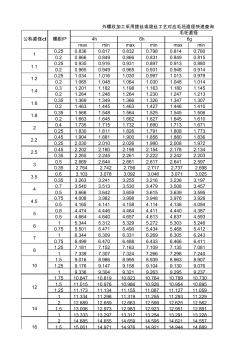
maxminmaxminmaxmin 0.250.8360.8170.8320.7980.8140.780 0.20.8660.8490.8660.8310.8490.815 0.250.9350.9160.9310.8970.9130.880 0.20.9650.9490.9650.9310.9480.914 0.251.0341.0161.0300.9971.0130.979 0.21.0651.0481.0641.0301.0481.014 0.31.2011.1821.1981.1631.1801.145 0.21.2641.2481.2641.2301.2471.213 0.351.3691.3491.3661.3261.3471.307 0.21.4631.
格式:pdf
大小:174KB
页数:3P
人气:61
4.5
螺纹丝杠端截形及其极惯性矩计算 根据梯形螺纹丝杠的特点,首先推导了其端截型上相贯线的方程,并根据材料力学中极惯性矩的概念和叠加原理,得到螺纹丝杠极惯性矩的精确计算公式。该公式中牙形角取不同数值时,即为不同牙形的螺纹。
最新文档 丝杠螺纹加工中主轴角位移高精度快速测量
格式:pdf
大小:833KB
页数:1P
人气:61
4.5
用调整螺纹加工起点的方法修调螺纹 在很多情况下,螺纹因为种种原因需要修调。例如,加工螺纹的过程中,螺纹加工因刀尖崩裂、刀具切削性能下降等原因未完成加工。又如,螺纹使用过程中,螺纹表面生锈或者变形,如果拆开,再安装时就比较困难,需重新修调,再进行安装。另外,成批生产的
格式:pdf
大小:154KB
页数:3P
人气:61
4.3
螺纹加工论文车床加工论文 大螺距梯形内螺纹的加工 摘要:在数控车床上加工螺纹并不是非常困难的事情,对于每一个 专业技工来说都可以把此项加工做的很好,但是大螺距梯形内螺纹的 加工就很困难,原因主要是工艺上的难以把握。在原来的方法基础上 做部分的改进,使得大螺距梯形内螺纹的加工从理论上降低难度。 关键词:大螺距;梯形;螺纹;加工;数控机床 科技的进步体现在工程制造业上就是将电子信息技术与制造技 术充分的融合,比如数控车床的出现,从一定程度上使机械的加工工 艺向前迈进了一大步,但是还是有一些技术需要用新方法新科技去弥 补,而大螺距梯形内螺纹的加工就是其中一种需要去深化改进的。 1大螺距梯形内螺纹的车削方法 梯形螺纹,牙型为等腰梯形,牙型角为30°且对称,牙根强度 高,对于30°梯形螺纹比普通60°或55°螺纹的中径要厚且有强度, 还有它要比其他的螺纹更耐磨,但直径不能
格式:pdf
大小:104KB
页数:1P
人气:61
4.5
橡胶干燥车架车轮轴螺纹加工 橡胶能源是天然能源的主要组成部分,在工业加工制造业中起到至关重要的作用。橡胶干燥车架车轮轴是橡胶干燥设备的主要组成部分。车轮轴通过螺纹连接车架和车轮,轮轴的尾端是螺纹组成。考虑到轮轴的结构长度及车床加工特点及装夹要求,车轮轴尾螺纹的加工采用钳加工套螺纹方法。
格式:pdf
大小:301KB
页数:22P
人气:61
4.7
丝杠螺母座夹具 说明书 院校:xxxxxxxx 姓名:xxxxxx 指导教师:xxxxxxx 时间:xxxxxxxxxxxx 设计说明: 本夹具的二维装配图纸采用autocad2000完成,夹具的相关 设计参数、图样取自《机床夹具设计手册软件版》。设计说明书 由三部分组成,即工艺规程的制定、夹具设计说明和夹具使用说明 组成。 丝杠螺母座的加工 零件图如下所示: //0.02b 零件名称:丝杠螺母座 材料:qt400 生产批量:200件 a/0.02 技术要求 1.未注目铸造圆角r3-5. 2.时效处理. 2-?8h7 (配作) (通) 工艺规程的制定 1.毛坯的选择: 毛坯的种类包括铸造、锻件、型材和焊接件。选择毛坯的基本任务是选定毛 坯的制造方法及其制造精度。毛坯的选择不仅影响毛坯的制造工艺和费用,而且 影响到零件机械加工工艺及其生产率和经济性。

格式:pdf
大小:124KB
页数:6P
人气:61
4.8
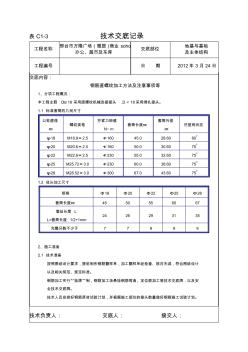
表c1-3技术交底记录 工程名称 邢台市万隆广场(雅居)商业soho 办公、超市及车库 交底部位 地基与基础 及主体结构 工程编号日期2012年3月24日 技术负责人:交底人:接交人: 交底内容: 钢筋直螺纹加工方法及注意事项等 1、分项工程概况: 本工程主筋d≥18采用直螺纹机械连接接头,d<18采用绑扎接头。 1.1标准套筒的几何尺寸 公称直径 ㎜ 螺纹规格 拧紧力矩值 n·m 套筒长度㎜ 套筒外径 ㎜ 牙型角状态 φ18m18.9×2.5≮16045.028.6060 0 φ20m20.6×2.5≮16050.030.6075 0 φ22m22.6×2.5≮23055.032.60750 φ25m25.72×3.0≮23060.038.6075 0 φ28m28.52×3.0≮30067.043.
格式:pdf
大小:91KB
页数:10P
人气:61
4.7

钢筋直螺纹连接作业指南 第1页共10页 目录 一、编制依据..................................................2 二、适用范围..................................................2 三、施工准备..................................................2 四、钢筋直螺纹加工........................................3 五、钢筋连接施工...........................................4 六、质量检验................................
格式:pdf
大小:684KB
页数:33P
人气:61
4.6
螺纹加工底孔直径对照表 本文件包含内容 公制粗螺纹2级牙底孔径对照表 公制细螺纹2级牙底孔径对照表 美制粗螺纹2级牙底孔径对照表 美制细螺纹2级牙底孔径对照表 公制迫牙丝攻钻孔径对照表 美制迫牙丝攻钻孔径对照表 美制特细螺纹2级牙底孔径对照表 英制电器螺纹底孔径对照表 英制管螺纹(ps)底孔径对照表 英制管螺纹(pt)底孔径对照表 美制管螺纹(npt、nps)底孔径对照表 英制螺纹(unef)底孔径对照表 公制螺纹(滚造径)底孔径对照表 针车用其所长螺纹(滚造径)底孔径对照表 英制圆柱管螺纹(55度)加工一览表 英制锥管螺纹(55度)加工一览表 布锥管螺纹加工一览表 美制unc、unf螺纹参数表 惠氏bsw、bsf螺纹参数表 公制螺纹特殊材质工件加工底孔径对照表 非密封管螺纹底孔径对照表 英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径 日标英制锥度管螺纹底孔径
格式:pdf
大小:60KB
页数:4P
人气:61
4.4
技术交底记录 (表式c2-1) 编 号 工程名称周庄新村二期e区交底日期2006年3月31日 施工单位北京中关村开发建设股份有限公司分项工程名称钢筋工程 内容提要钢筋滚压直螺纹连接 审核人交底人接受交底人 本表由施工单位填写,交底单位与接受交底单位各存一份。-1- 材质 1、钢筋的机械性能、化学成分应符合gb1499-1998标准中热轧带肋钢筋的规定。 2、连接套应采用性能不低于45碳素结构钢制造,其机械性能、化学成分应符合 gb699标准规定。连接套的屈服承载力和抗拉承载力的标准值应不小于钢筋的 相应承载力的标准的1.10倍。 3、连接套连接钢筋制成接头的抗拉强度应大于等于钢筋母材抗拉强度,且大于等 于0.9倍钢筋母材抗拉强度实测值。 4、螺纹配合精度按gb197的规定,套筒内螺纹6h级,丝头螺纹7g级,牙型表 面粗糙
格式:pdf
大小:326KB
页数:未知
人气:61
4.5
API油管和套管螺纹加工与检验探讨 分析了油管、套管的接箍镗孔直径在不同标准中的差异,明确了加工检验的依据。研究了套管外径极限偏差、椭圆度对螺纹加工带来的影响,指出套管内倒角必须保证在管端360°圆周上完整。探讨了使用量规检验紧密距疑点,给出了紧密距检验的推荐公式。指出传统螺纹量规紧密距测量已有逐渐被螺纹中径测量所取代的趋势。分析了扭矩—位置上扣后进行j值检验的合理性。
文辑创建者
我要分享 >
职位:土建安全员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐