数控玻璃异形磨边CAD、CAM系统开发
2025-03-20
为了解决玻璃异形磨边加工中质量及效率低下的问题,开发了数控玻璃异形磨边CAD/CAM系统。该系统可以针对玻璃加工中特殊工艺要求,完成从图形绘制到磨边及抛光代码的自动生成。通过使用遗传算法获得了玻璃加工最优路径;通过采用圆弧进退刀工艺,圆满地解决了玻璃磨边中结刀疤问题;通过抛光预补偿算法,大幅度提高了抛光效果。实践证明该CAD/CAM系统能够很好地满足玻璃异形磨边的要求,可以大幅度提高加工质量。

直线玻璃异形磨边机使用时的注意事项
 一种极坐标数控玻璃磨边系统
一种极坐标数控玻璃磨边系统 手工和模仿形玻璃磨边废品率高,难以实现规模化生产。本文提出一种极坐标数控玻璃磨边系统,并且针对磨边机旋转轴中心和磨轮中心的偏心和数控伺服系统的跟随误差等问题进行分析。最后通过玻璃相机显示屏的加工实例验证,本极坐标数控玻璃磨边系统具有误差小、精度高的特点,能够为规模化生产玻璃服务。
编辑推荐下载
格式:pdf
大小:421KB
页数:3P
人气:94
 4.7
4.7
新型数控玻璃磨边机的开发 介绍了一种新型的数控玻璃磨边机,分析了磨边机数控系统的前置处理过程,标定了旋转轴中心的机床坐标值,新类型磨边机可以磨削直线圆弧组合的各种玻璃形状以及椭圆。
格式:pdf
大小:418KB
页数:3P
人气:94
4.6
全自动异形玻璃磨边机3M集成数控系统的研究 介绍具有测量-建模-加工(3m)集成的全自动异形玻璃磨边机专业数控系统的开发,并深入研究了3m集成中随动测量控制算法以及系统集成。
热门文档 数控玻璃异形磨边CAD、CAM系统开发
格式:pdf
大小:592KB
页数:2P
人气:94
4.6
新型玻璃磨边机数控系统 针对传统的靠模磨边机存在的成本高、精度低等缺点,提出一种玻璃磨边机数控系统。该数控系统实现的功能包括:手动功能、编程输入、自动磨制、参数设置、故障诊断、系统管理和辅助控制。在数控系统上直接绘图输入各种异型零件图形后,数控磨边机的一个伺服电机(c轴)通过机械传动件带动加工零件作旋转运动,另一个伺服电机(x轴)通过机械传动件带动磨头作直线运动,进行磨削,即可加工出相应的零件。实际证明,该玻璃磨边机控制系统能有效提高工艺和提升自动化程度。

格式:pdf
大小:492KB
页数:3P
人气:94
4.6
异形玻璃特征反求及在全自动玻璃磨边机中的应用 针对3m集成的异形玻璃磨边数控系统开发,研究异形玻璃的测量反求技术,重点开发基于小波基的玻璃轮廓b样条光顺算法和二维轮廓特征抽取的算法,并将上述算法应用于3m集成的数控磨边机系统中。
格式:pdf
大小:1.6MB
页数:10P
人气:94
4.8
磨边 玻璃的机械研磨是使用磨料在磨盘压力和对玻璃表面 相对运动下,将玻璃的不平处磨去,使玻璃表面变毛。粗颗 粒磨料,研磨速度快,毛面较粗糙,故常用多重磨料。 通常在进行第一次粗磨过后,玻璃表面有凹陷层,下面 还有微裂纹层,因此玻璃表面是散光而不透明的,必须把凹 陷层和裂纹层都抛去才能获得光亮的玻璃。 直线双边磨边机生产线(上图) 磨边工艺因素的影响 1.磨料性质与粒度磨料的硬度大,通常研磨效率 高。金刚砂和碳化硅的研磨效率都比石英砂高的 多。但硬度大的磨料使玻璃表面凹陷深度较大。 因此,研磨颗粒越大,效率越高,但质量越差。 为此最佳解决办法是多重研磨,最初用大颗粒磨 料,是玻璃快速达到要求的外形并使表面平整。 之后,再用细磨料逐级研磨,最后达到抛光要求 的表面质量。 2.磨料悬浮液的浓度和给料量磨料是加水制成 的悬浮液使用。水不仅使磨料分散、均匀的分布 于工作面,并且带走研磨
格式:pdf
大小:229KB
页数:3P
人气:94
4.4
玻璃钢缠绕制品CAD/CAM系统 玻璃钢(frp)缠绕(fw)制品具有比强度高,比刚度大等良好的性能,广泛应用于石油、化工、航空、航天等行业。玻璃钢缠绕制品cad/cam系统是一个frpfw制品设计与生产的集成系统,它实现了frpfw制品从原材料选择到最终控制缠绕机生产的全过程的一体化,大大提高了frpfw新产品的质量和开发效率。本文介绍了系统的基本功能和结构。
精华文档 数控玻璃异形磨边CAD、CAM系统开发
格式:pdf
大小:121KB
页数:2P
人气:94
4.6
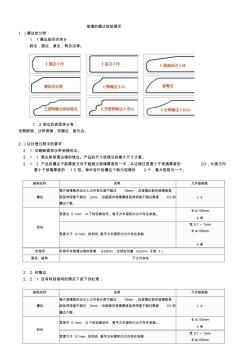
玻璃的磨边检验要求 1.)磨边的分类: 1.1磨边按形状来分: 斜边,圆边,直边,鸭舌边等。 1.2按边的表面来分有: 切割断面,沙带倒棱,初磨边,抛光边。 2.)边处理过程中的要求: 2.1切割断面和沙带倒棱的边。 2.1.1要去除玻璃边缘的锋边。产品的尺寸按锋边的最大尺寸计算。 2.1.2产品的爆边不能厚度方向不能超过玻璃厚度的一半,从边缘往里要小于玻璃厚度的2/3,长度方向 要小于玻璃厚度的1.5倍。每米容许的爆边个数为轻微的2个,最大规格为一个。 缺陷名称说明允许缺陷数 爆边 每片玻璃每米边长上允许有长度不超过10mm,自玻璃边部向玻璃板表 面延伸深度不超过2mm,自板面向玻璃厚度延伸深度不超过厚度1/3的 爆边个数. 1个 划伤 宽度在0.1mm以下的轻微划伤,每平方米面积内允许存在条数。 长≤100mm 4条 宽度大于0.1m
格式:pdf
大小:288KB
页数:3P
人气:94
4.5
高精度数控玻璃磨边机及其控制算法 针对传统的靠模玻璃磨边机存在的加工工艺复杂、自动化程度低的缺点,研制出数控玻璃磨边机,并提出相应控制算法。实践证明,该数控玻璃磨边机能有效改进加工工艺和提升自动化程度。
格式:pdf
大小:9KB
页数:1P
人气:94
4.5
玻璃磨边机的种类和特点 1、玻璃磨边机:玻璃磨边机的特点有三:一是用途比较单一,只能磨各类直线边;二是可连 续性磨削,生产效率较高;三是可磨削尺寸较大的平板玻璃。直线磨边机是各类磨边机中品 种、规格最多的磨边机,按能磨削的直线边的不同,它又可分为如下三种: (1)玻璃直线磨玻璃边机(简称直边机):正意玻璃直线磨边机只能磨削玻璃的平底边及两 棱角,按磨头数分,有三、五、八、九、十、十三、十四磨头等数种机型。一般来说,磨头 数越多,则磨削精度和生产效率越高,相应地机器的价格也越高。而电脑控制的玻璃直线磨 边机(一般磨头数都在十或十以上)则价格更高。近些年来,国内市场上又出现一种既可磨平 底边,又可磨45度底边的两用玻璃直边机,用量也比较多。另外还有可磨一组或两组互成 角度底边的磨边机,叫多级磨边机。这种机型磨头较多,一般为电脑控制,设备价格相对较 高。 (2)玻
格式:pdf
大小:851KB
页数:9P
人气:94
4.6
拓一科技 小型玻璃磨边机 tpg-m4s tpg-m5d 使用说明书 佛山市拓一橡胶科技有限公司 foshantotcompanylimited 目录 前言------------------------------------------------------------------1 1.基本介绍--------------------------------------------------------1 1.1基本概况-------------------------------------------------------1 1.2规格参数-------------------------------------------------------2 1.3部件名称-------------------------------
格式:pdf
大小:157KB
页数:4P
人气:94
4.6
情境一 单元1手工玻璃镜片磨边 学习目标:完成本单元的学习后,能够了解玻璃镜片的割边的方法、手动磨边机的使用, 掌握手工玻璃镜片磨边的方法。 知识目标: 1.划边、钳边的操作方法 2.磨边的操作方法 3.倒角的操作方法 技能目标: 会熟练使用玻璃刀划片;会熟练使用钳子钳边;会熟练使用磨边机磨尖边及倒安全角。 素质目标: 1.操作过程要规范。 2.爱护工具,轻拿轻放。 3.实验完毕清理仪器及桌台上废物。 4.经常进行设备保养。 知识要求: 一、工具与设备 1、玻璃刀:是专供用来裁制玻璃用的手工用具 2、钳子:钳子在眼镜装配过程中作用重大,使用范围很广且品种繁多。 a)平口钳子:该钳的钳口出上下均为平面。用它钳边时,通常在上下钳口处用 橡皮膏绕住几圈,以缓冲玻璃与金属之间的作用力。 b)偏口钳子:这种钳子一侧有像剪刀一样的刃口,而另一侧是空的。这种钳子 的刀口可以剪断铅
最新文档 数控玻璃异形磨边CAD、CAM系统开发
格式:pdf
大小:181KB
页数:3P
人气:94
4.6
数控玻璃磨边机动力学分析 针对砂轮在磨削过程中受力复杂且影响正常磨削玻璃的问题,基于数控玻璃磨边机工作过程中大小砂轮受力分析,利用ug软件建立数控玻璃磨边机三维模型,再将模型导入adams软件中验证,并分别对磨边系统大砂轮和精雕系统小砂轮进行动力学分析。仿真得到的大小砂轮切向磨削力与径向磨削力的比值结果和理论计算结果近似相等,表明数控磨边机系统能够实现正常磨削,为数控玻璃磨边机的设计提供了理论依据。

格式:pdf
大小:300KB
页数:315P
人气:94
4.6
本科毕业设计(论文)通过答辩 心的指导和不懈的支持。他不仅在学业上给我以精心指导,同时还在思想、生活上给我以无微不至 的关怀,在此谨向王老师致以诚挚的谢意和崇高的敬意。 在论文即将完成之际,我的心情无法平静,从开始进入课题到论文的顺利完成,有多少可敬的师长、 同学、朋友给了我无言的帮助,在这里请接受我诚挚的谢意!最后我还要感谢培养我长大含辛茹苦的 父母。同时,我也要感谢四年的大学生活,感谢吉林大学珠海学院的所有老师以及那些永远也不能 忘记的朋友,他们的支持与感情是我永远的财富! 时间的仓促及自身专业水平的不足,整篇论文肯定存在尚未发现的缺点和错误,恳请阅读此篇论文 的老师多予指正,不胜感激! 本科毕业设计(论文)通过答辩 心的指导和不懈的支持。他不仅在学业上给我以精心指导,同时还在思想、生活上给我以无微不至 的关怀,在此谨向王老师致以诚挚的谢意和崇高的敬意。 在论文即将完成之际,我的心情
格式:pdf
大小:3.2MB
页数:1000P
人气:94
4.8
本科毕业设计(论文)通过答辩 学院机械工程学院专业 机械设计制造及其 自动化 设计(论文)题目玻璃磨边机的设计 本科毕业设计(论文)通过答辩 内容及要求: (1)了解国内现有该产品的情况及设计该课题的现实意义 (2)对现有玻璃磨边机参观,研究及其分析。 (3)对现有玻璃磨边机的传动机构改进设计分析其不足。 (4)拟订改进设计方案。 (5)完成关键结构的设计文件,包括装配工程图和零件图。 (6)完成毕业论文。 技术参数: 送料速度0.5~4m/min 加工厚度3~25mm 设计内容: 装配图2张设计说明书1份 零件图3张翻译资料1份 进度安排: 1~3周:(1)查找相关的资料,完成开题报告。 (2)熟练使用计算机辅助绘图软件。 4~8周:(1)完成玻璃磨边机的传动机构的设计。 9~12周:(1)对传动机
格式:pdf
大小:556KB
页数:未知
人气:94
4.8
玻璃磨边机即将进入数控时代 中国目前已成为"制造大国",但玻璃机械工业还没有摆脱粗放型、外延式发展的模式,核心技术和关键技术掌握得不多,自主创新产品少,附加值不高,核心竞争力不强,还不是制造强国。纵观世界,中国制造既面临其他新兴发展中国
格式:pdf
大小:195KB
页数:未知
人气:94
4.5
一种极坐标数控玻璃磨边系统的硬件设计 传统手工玻璃磨边的方式效率低、误差大,投入的人力、物力和产品合格率不成正比。为了满足各行各业以及国民生活对玻璃用品的需求,采取数控磨削和规模生产玻璃的方式十分有效,避免出现大量的磨边废品,不断提高玻璃轮廓精度。本文提出了一种极坐标数控玻璃磨边系统的硬件设计方案,使用华中数控公司推出的数控系统,通过转换格式文件、设置系统参数来满足磨削机运行要求,以旋转轴、直线轴的联动操作来满足磨削条件,不断提高系统玻璃磨边系统的精度和性能。
格式:pdf
大小:372KB
页数:未知
人气:94
4.4
玻璃直线磨边机 佛山市北江机械厂(属下迪龙玻璃机械有限公司、北江微型减速有限公司)地处珠江三角洲腹地佛山市,占地面积65亩,主要生产设备433台,配有理化计量室,计算机网络中心等,现有职工700多人,其中有专业技术职称的177人,占职工总数的35.4%,厂技术力量雄厚,设备精良,主要生产玻璃加工机械,微型减速机系列产品,程控玻璃加工机械被列为96年国家“火炬”计划项目,产品主要性能指标及外观达到90年代国际先进水平。b2m9.320p玻璃直线磨边机是我厂产品
格式:pdf
大小:152KB
页数:未知
人气:94
4.4
数控航空玻璃磨边机通过技术鉴定 国家建材局建筑材料科学研究院玻璃研究所、国营157厂、洛阳建材机械厂共同研制的数控航空玻璃磨边机于1985年6月22日在北京通过了技术签定。该机可实现航空玻璃空间曲边和平面曲边的自动磨削。可提高产品质量、减轻劳动强度、改善劳动条件,降低产品成本,提高劳动
格式:pdf
大小:393KB
页数:2P
人气:94
4.6

主要论述caxa制造工程师cad/cam系统在数控加工中的应用过程:理解二维图形、建立加工模型、确定加工工艺、生成刀具轨迹、加工仿真、后置处理、输出加工代码。
文辑创建者
我要分享 >
职位:岩土,建筑工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐