铁路货车标志板标记
2024-06-07

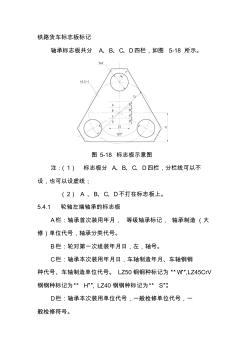
铁路货车标志板标记 轴承标志板共分a、b、c、d四栏,如图5-18所示。 图5-18标志板示意图 注:(1)标志板分a、b、c、d四栏,分栏线可以不 设,也可以设虚线; (2)a、b、c、d不打在标志板上。 5.4.1轮轴左端轴承的标志板 a栏:轴承首次装用年月,等级轴承标记,轴承制造(大 修)单位代号,轴承分类代号。 b栏:轮对第一次组装年月日,左,轴号。 c栏:轴承本次装用年月日,车轴制造年月、车轴钢钢 种代号、车轴制造单位代号。lz50钢钢种标记为“w”,lz45crv 钢钢种标记为“h”,lz40钢钢种标记为“s”。 d栏:轴承本次装用单位代号,一般检修单位代号,一 般检修符号。 5.4.2轮轴右端轴承的标志板 a栏:轴承首次装用年月,等级轴承标记,轴承制造(大 修)单位代号,轴承分类代号。 b栏:轮对最后一次组装年月日,轮对组装单位代号
 激光熔覆制作铁路货车标志牌的试验研究
激光熔覆制作铁路货车标志牌的试验研究 通过采用光纤激光器进行一系列工艺性试验,结合铁路货车激光熔覆凸字标志牌要求,选择合理的工艺参数。在此基础上,选用2组工艺参数对chw-ⅰ型自熔性粉末在高强耐大气腐蚀钢q450nqr1上进行熔覆试验,对熔覆试样的宏观形貌、熔覆层硬度、显微组织和耐大气腐蚀性能等进行了研究分析。
编辑推荐下载
格式:pdf
大小:185KB
页数:39P
人气:97
 4.5
4.5

1、摇枕,侧架使用时间满多少年报废? 答:25年 2、交叉杆轴向橡胶垫使用时间满多少年报废? 答:6年。 3、侧架正位检查重点检查哪些部位? 答:导框弯角处,承载鞍(轴箱)支承圆脐上平面与侧架结合处,导框a区,三角孔周边, 三角孔内腔,枕弹簧承台周边,立柱及磨耗板,中框上横梁,横跨梁安装座、制动梁滑槽磨 耗板,制动梁滑槽防脱板(焊结构),斜楔挡板。 4、、摇枕正位检查重点检查哪些部位? 答:端部内腔、枕弹簧支承面、斜楔挡、斜楔磨擦面(含弯角)、下旁承座、下旁承座至上 漏水孔(圆周)、内腔心盘销座、心盘安装座平面及螺栓孔、心盘安装座下面与摇枕侧面结 合处、侧面、制动梁及横跨梁安全链座、固定杠杆支点座。 5、侧架翻转检查重点检查哪些部位? 答:下面b部漏水孔周边,枕弹簧座下面、底平面。 6、摇枕翻转检查重点检查哪些部位? 答:b部两漏水孔周边、a部漏水孔周边、内腔中心
格式:pdf
大小:1.4MB
页数:20P
人气:97
4.7

箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废
热门文档 铁路货车标志板标记
格式:pdf
大小:256KB
页数:2P
人气:97
4.5
随着现代社会的发展,铁路事业也获得了较大的进步,轮轴是影响铁路货车运行安全的关键部件,也是铁路系统探伤的最重要部件之一。多年来发生货车车辆冷切轴事故,严重影响了铁路运输安全,为防止类似事故的再次发生,本文针对货车车辆轮对探伤工作中存在的问题进行了分析并提出相关建议。笔者希望本文的论述可以对铁路货车轮对探伤工作的进一步发展带来一定的启发。
格式:pdf
大小:94KB
页数:1P
人气:97
4.4

所谓的工艺工程化是指一种过程,涉及到对产品开发、材料采购、工艺研究、装备配备、过程控制、质量改进和人员技能等多方面的要求,是一项范围广、周期长的系统工程。铁路货车制造工艺工程化探讨,从其基本概念出发,阐述了铁路货车制造工艺工程化的必要性,最后在分析基本概念和必要性的基础上提出了完善铁路货车制造工艺工程化的建议,如做到标准化工艺工程的实施、加强对铁路货车制造的工业工程调研分析、明确各部分职责,加强监督检查、推行良好的生产制造模式,促进工艺工程化等。
格式:pdf
大小:1.0MB
页数:3P
人气:97
4.8
铁路货车下侧门冲压工艺数值分析 采用塑性有限元法,利用dynaform软件对铁路货车敞车下侧门成形的两种成形方案进行计算机数值模拟,对数值模拟结果进行了比较,最终确定了在35000kn以上的水压机起伏成形和20000kn冲床切边两道工序的冲压工艺方案。

精华文档 铁路货车标志板标记
格式:pdf
大小:1.4MB
页数:3P
人气:97
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:194KB
页数:2P
人气:97
4.5
铁路货车箱形结构中梁制造工艺 介绍了箱形结构中梁制造主要工艺方法、工艺过程及质量保证措施,为同类产品的生产制造提供了借鉴。
格式:pdf
大小:813KB
页数:3P
人气:97
4.7
铁路货车底门板冲孔落料模设计 阐述了尺寸较大冲压件落料冲孔的设计理念。设计了1副复合模完成冲孔和落料,保证模具生产的工件具有互换性,保证模具设计基准与零件设计基准和制造组装基准的统一和匹配,实现批量生产的需求;降低模具的冲裁力,实现安全生产;设计模具的柔性结构,能快速更换模具的备件;探讨模具的新结构,提升了模具的安全性。
格式:pdf
大小:274KB
页数:4P
人气:97
4.4
铁路货车横梁腹板冲断冲孔模设计 阐述了横梁腹板冲断冲孔模的设计思路及模具结构,介绍了模具零部件设计及保证模具安全性的具体措施,介绍了模具投产后的使用效果。
最新文档 铁路货车标志板标记

格式:pdf
大小:2.6MB
页数:11P
人气:97
4.7
我国铁路货车车体技术的回顾与展望 综述了我国铁路货车车体在整体结构、新材料及轻量化、结构仿真分析、标准及试验、制造工艺技术方面的发展,与国外货车相关内容进行了综合分析,并针对我国货车车体发展所关注的问题提出了建议。
格式:pdf
大小:491KB
页数:3P
人气:97
4.6
铁路货车等级轴承一般检修工艺的设计 对货车352226x2d1-2rz第1等级滚动轴承与352226x2-2rz原型轴承的结构和检修限度进行比较,对第1等级轴承检修工艺中的尺寸检测、轴向自由游隙测定、注脂及等级轴承与车轴轴颈压装工序进行分析,设计了第1等级轴承一般检修的最佳工艺方案,并针对等级轴承在车间现场一般检修时易出现混装问题,提出了有效的工艺控制措施。
格式:pdf
大小:956KB
页数:4P
人气:97
4.5
铁路货车侧门冲压工艺与模具设计 铁路货车侧门是典型的中厚板冲压件,零件结构复杂,质量要求高,开发周期短,在理论分析的基础上,应用dynaform软件设计了优化工艺方案,可提高铁路货车侧门零件的使用性能和加工可行性,并详细介绍了成形模的结构和模具主要工作零件设计。
格式:pdf
大小:393KB
页数:1P
人气:97
4.4
智能提升配件装置在铁路货车检修中的应用 近年来,我国的铁路建设发展迅速.在对铁路车辆进行检修的过程中,经常出现搬运一些笨重配件的情况,本文以天津车辆段唐山检修为例,其主要采用人工搬运或者天车辅助搬运的方式进行作业,费时费力,与此车辆段智能化、标准化、规范化、科学化、机械化的发展相违背,此类问题直接影响某车辆段的安全和效率是急需解决的问题.通过对次车辆段现状与问题分析,提出了解决措施及建议实施效果.
格式:pdf
大小:119KB
页数:1P
人气:97
4.7
SMC模压成型铁路货车下门 smc模压成型铁路货车下门,主要应用于铁路行业中,是专门作为铁路货物列车敞式车厢卸货开启用装置,是现在普遍应用的钢制铁路货车下门的理想替代产品。产品以环氧树脂和酚醛树脂为基体材料,以耐磨、阻燃、耐候等材料为辅助材料,以带式纤维毡、优质玻璃纤维布等材料为增强材料,通过多种复合材料的最佳配比形成预浸料片材,以先进的模压工艺、层压自动复合技术制作而成,是现在普遍应用的铁制铁路货车下门的理想替代产品。
格式:pdf
大小:127KB
页数:3P
人气:97
4.6
铁路货车底架附属件考核标准研究 对比分析了俄罗斯标准和en12663—2—2010对底架附属件静强度及疲劳强度的考核情况,并对国内铁路货车底架附属件的考核提出了相关建议。
格式:pdf
大小:73KB
页数:未知
人气:97
4.4
铁路货车用环保油漆 从20世纪末到本世纪初,北美铁路油漆销售市场发生了明显变化。主要表现在:一方面是新造普通货车使用油漆的数量大大减少,车辆修理、车辆内部涂敷及特别用途所需油漆数量增加;另一方面是美国环境保护署(epa)对于油漆产品所含挥发性有机化合物(voc)和污染空气的有害物质(hap)的含量作了明确规定,对环保提出了更加严格的要求。
格式:pdf
大小:119KB
页数:1P
人气:97
4.5
SMC模压成型铁路货车下门 smc模压成型铁路货车下门,主要应用于铁路行业中,是专门作为铁路货物列车敞式车厢卸货开启用装置,是现在普遍应用的钢制铁路货车下门的理想替代产品。产品以环氧树脂和酚醛树脂为基体材料,以耐磨、阻燃、耐候等材料为辅助材料,以带式纤维毡、优质玻璃纤维布等材料为增强材料,通过多种复合材料的最佳配比形成预浸料片材,以先进的模压工艺、层压自动复合技术制作而成,是现在普遍应用的铁制铁路货车下门的理想替代产品。
文辑创建者
我要分享 >
职位:安全资料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐