小波分析用于汽缸内表面珩磨形貌测量
2024-07-20
通过转化发动机缸孔珩磨表面的三维纹理特征 ,用小波分析法提取表面参数 ,并用小波变换极大模对三维内表面进行奇异特征的分解和重构 ,得到所需的形貌参数 .实验证明 ,该方法能比较准确地测量珩磨表面参数 ,有利于改进工艺 .

 瓷砖液压机上横梁缸套的珩磨
瓷砖液压机上横梁缸套的珩磨 瓷砖液压机上横梁缸套的珩磨
汽轮机进汽缸内复杂流场的三维数值分析 为弄清汽轮机进汽缸内的流动细节,找到导致调节汽阀运行不稳定的原因,采用simplec算法对某型汽轮机进汽缸内调节汽阀在工作开度下的流场进行了三维可压缩黏性数值分析.研究结果表明,调节汽阀左右两侧开度的较大差异导致的流场不对称,主控通流能力、流动特性和稳定性的喉口部位流场的剧烈变化,阀碟底部产生的空穴区等是造成调节汽阀振动的主要原因.
编辑推荐下载

格式:pdf
大小:572KB
页数:44P
人气:69
 4.7
4.7
前言 连杆是柴油机的主要传动件之一,本文主要论述了连杆的加工工艺及其夹具设 计。连杆的尺寸精度、形状精度以及位置精度的要求都很高,而连杆的刚性比较差, 容易产生变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工工序分开。 逐步减少加工余量、切削力及内应力的作用,并修正加工后的变形,就能最后达到 零件的技术要求。 第一章汽车连杆加工工艺 1.1连杆的结构特点 连杆是汽车发动机中的主要传动部件之一,它在柴油机中,把作用于活塞顶面 的膨胀的压力传递给曲轴,又受曲轴的驱动而带动活塞压缩气缸中的气体。连杆在 工作中承受着急剧变化的动载荷。连杆由连杆体及连杆盖两部分组成。连杆体及连 杆盖上的大头孔用螺栓和螺母与曲轴装在一起。为了减少磨损和便于维修,连杆的 大头孔内装有薄壁金属轴瓦。轴瓦有钢质的底,底的内表面浇有一层耐磨巴氏合金 轴瓦金属。在连杆体大头和连杆盖之间有一组垫片,可以用来补偿轴瓦的
热门文档 小波分析用于汽缸内表面珩磨形貌测量
格式:pdf
大小:1.0MB
页数:12P
人气:69
4.4

机械加工工序卡 产品型号零件名称零件号 汽缸 工序名称粗,精铣上平面工序号01 技检要求 按照图示要求保证粗糙度要求并保证尺213,要求已加工平面无明 显刀痕 基准面下平面与侧面 材料 同时加工零件数 设备 牌号硬度名称型号 ht200200hbs1立式铣床x52k 夹具定额 代号名称单件时间(分)每班次数每台件数工人等级 工 步 号 工步内容 走刀长度 (毫米) 走刀 次数 切削深度 (毫米) 切削速度 (米/秒) 主轴转速 (转/分) 进给量(毫 米/转) 机动时 间(分) 辅助时 间(分) 刀具辅具量具 名称规格数量名称规格数量名称规格 1粗铣平面,控制尺寸到104mm315121.573004.81.131.04高速钢三面刃 圆盘铣刀 11专用量具 2精铣平面,控制尺寸到1
格式:pdf
大小:605KB
页数:4P
人气:69
4.4
基于分形理论的气缸套磨损表面特征形貌表征 基于分形维数和多重分形谱理论,以不同工况下镀铬气缸套—pvd活塞环摩擦磨损试验试样为对象,通过三维共聚焦激光扫描显微镜获取磨损表面的二维灰度图像,并将其转化成黑白二值图像,采用盒维数法测算缸套磨损表面的分形维数,运用多重分形谱测算谱宽度,定量表征气缸套磨损表面的形貌特征和表面的高度均一性。结果表明,气缸套磨损表面具有明显的分形特征,且为一重分形。表面越粗糙,分形维数越小,分形谱宽度值越大。
格式:pdf
大小:10KB
页数:1P
人气:69
4.5
汽轮机汽缸中分面法兰漏汽的处理 1漏汽经过及检查结果拜城发电厂7号汽轮机为南京汽轮电机厂生产的n25-35-1型中温、中压、回热、凝汽式汽轮机,于1996-06-30投入运行。自投运以来,分别于
格式:pdf
大小:261KB
页数:2P
人气:69
4.6
高温分汽缸的设计 对高温高压分汽缸的受压元件的选取、接管补强及技术要求等问题的进行了探讨,以设计出理想的高温分汽缸
格式:pdf
大小:374KB
页数:5P
人气:69
3
带表面裂纹连续梁损伤识别的曲率模态小波分析——以带横向非对称非贯通表面裂纹的连续梁为研究对象,利用小波奇异性检测原理,提出了带表面裂纹连续梁损伤识别小波分析方法.以带表面裂纹连续梁三维有限元分析求解梁的位移模态为基础,利用中心差分法得到梁的曲...
精华文档 小波分析用于汽缸内表面珩磨形貌测量
格式:pdf
大小:1.4MB
页数:5P
人气:69
4.5
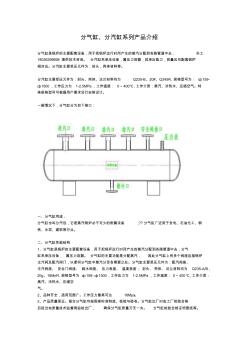
分气缸、分汽缸系列产品介绍 分气缸是锅炉的主要配套设备,用于把锅炉运行时所产生的蒸汽分配到各路管道中去,孙工 18036299698提供技术咨询。分汽缸系承压设备,属压力容器,其承压能力,容量应与配套锅炉 相对应。分汽缸主要受压元件为:封头,壳体材料等。 分汽缸主要受压元件为:封头、壳体、法兰材料均为q235-b、20#、q345r,规格型号为:ф159- ф1500,工作压力为1-2.5mpa,工作温度:0~400℃,工作介质:蒸汽、冷热水、压缩空气。特 殊规格型号可根据用户要求另行安排设计。 一般情况下,分气缸分为如下接口: 一、分气缸用途: 分气缸也叫分汽包,它是蒸汽锅炉必不可少的附属设备,??分气缸广泛用于发电、石油化工、钢 铁、水泥、建筑等行业。 二、分气缸性能结构 1、分气缸是锅炉的主要配套设备,用于把锅炉运行时所产生的蒸汽分配到各路管道中去,分气 缸系承压
格式:pdf
大小:691KB
页数:2P
人气:69
4.8
灰铸铁汽缸座冷加工开裂原因分析 某公司生产的压缩泵用汽缸座铸件在冷加工时发生开裂,通过对铸件材料的成分、硬度和金相组织分析,认为组织中珠光体含量偏低以及薄壁处快速冷却产生的少量渗碳体弱化了铸件的冷加工性能,降低了铸件强度,从而导致铸件冷加工开裂。同时对铸件生产提出了合理化建议。
格式:pdf
大小:1.6MB
页数:4P
人气:69
4.7
船用主汽轮机汽缸静刚度分析研究 针对船用主汽轮机低压缸静刚度的仿真研究考虑温度场和压力场等复杂环境研究较少的现象,为准确计算主汽轮机低压缸结构的静刚度,对考虑温度场、压力场作用的低压缸正车和倒车工况时的静刚度进行研究,并与仅考虑自身重力的设备静刚度进行对比分析.研究表明,温度场、压力场对加载部位结构的响应特性有很大影响,对低压缸整体结构也有一定程度的影响,为更加准确地模拟真实设备,在进行设备的静刚度分析时应该给予考虑.
格式:pdf
大小:722KB
页数:5P
人气:69
4.7
舰用主汽轮机汽缸动刚度分析研究 为准确计算主汽轮机低压缸整体结构的动刚度,选取最能反映模型整体位移的低压缸底部中心处为单位激振力的加载点,考虑模型在单位激振力作用下的动态响应,并与在前后轴承座处加载单位激振力时的动态响应进行对比分析。研究表明,在低压缸底部中心处加载激振力能够较好地反映整体模型的振动特性,能较精确地得到整体模型的动刚度,是可行且有效的。
最新文档 小波分析用于汽缸内表面珩磨形貌测量
格式:pdf
大小:143KB
页数:2P
人气:69
4.7
钢制蒸汽分汽缸的设计 简述蒸汽分汽缸的结构与设计,通过设计计算,确定外形尺寸大小及钢板厚度,从而保证蒸汽分汽缸的安全使用。
格式:pdf
大小:84KB
页数:2P
人气:69
4.7
工业锅炉蒸汽分汽缸优化设计 分汽缸是工业锅炉的主要配套设备,其作用是把锅炉运行时所产生的蒸汽分配到各路管道中去,并起到储蓄、分配用汽,缓冲、调整汽压,节省能源,向用汽点供汽,还起到汽水分离及多台锅炉蒸汽并用的作用。
格式:pdf
大小:270KB
页数:3P
人气:69
4.6
磨削直径可调节的通用珩磨头设计 为了提高珩磨机的加工效率,设计了一种在不更换珩磨头的情况下,实现用一个珩磨头磨削c41-400kg(1000kg)空气锤机身上相近的两内孔的磨削直径可调节的通用珩磨头。经实践证明:该珩磨头装卸方便,提高了工作效率,降低了工人的劳动强度,较好地解决了一个珩磨头只能加工一个孔的加工问题。
格式:pdf
大小:231KB
页数:2P
人气:69
4.5
低磷硼铸铁汽缸套的技术经济分析 汽缸套行业普遍认为,磷在硼铸铁中有助于提高耐磨性,因而采用0.2%~0.4%的含磷量。通过理论和实践的综合分析,认为磷不利于充分发挥硼铸铁的耐磨性,磷加大了汽缸套的夹杂倾向,磷提高了汽缸套的制造成本,硼铸铁汽缸套采用磷<0.1%是可行的。
格式:pdf
大小:99KB
页数:未知
人气:69
4.8
发动机缸孔珩磨网纹角的测量 缸孔网纹角是反映缸孔面加工质量的重要参数,目前还没有专用仪器或专用检具来准确测量,只是通过珩磨床的切削技术参数来保证。神龙汽车公司是中法合资的大型轿车生产企业,对产品质量有极其严格的要求,对每一道加工工序的每一个参数都要进行质量控制,为此我们开发了网纹角的两种测量方法来保证缸孔网纹角的加工质量。以下做简单介绍,供同行参考使用。1.用印模投影法来测量缸孔的珩磨网纹角度
格式:pdf
大小:103KB
页数:未知
人气:69
4.7
发动机缸孔珩磨网纹角的测量 发动机缸体缸孔网纹角是表征缸孔表面加工质量的重要参数。研制、开发出网纹角的两种测量方法。第一种方法是应用印模法进行间接测量,该方法测量精度高,适用于产品分析、珩磨机加工参数的调整;第二种方法是制作了专用检具,该方法操作简单、快捷,适用于生产现场网纹角的属性检查。这两种方法的应用有效地监控了发动机缸体的产品质量。
格式:pdf
大小:51KB
页数:未知
人气:69
4.8
可提高汽缸内温度的陶瓷活塞头 日本以钛酸铝为主要原料,制成耐热性好的汽缸陶瓷活塞头。与现行的金属活塞头相比,可将气缸内温度提高3倍,即使在1500℃的高温下,也不会变形,而能抗温差达1000℃的骤冷,硬度和铸铁相仿,可用车床加工。
格式:pdf
大小:56KB
页数:未知
人气:69
4.6
瓷砖液压机上横梁缸套的珩磨 我公司在开发研制全自动瓷砖液压机过程中,其中横梁是重要件,如图1所示,对缸套的加工,图纸要求很严格,缸套的加工精度直接影响到整机性能,而该零件尺寸较大,外形结构复杂,为了确保产品质量,笔者利用车间现有的滑台,铣削动力头,自行设计一台简易珩磨机,经使用效果良好,现介绍如下:
格式:pdf
大小:216KB
页数:未知
人气:69
4.8
脉冲滚压代替珩磨加工连杆大小头孔 在内燃机连杆生产中,一般以珩磨加工连杆大小头孔为最终工序。但存在形位公差难以控制、粗糙度不能完全达到设计要求,废品率较高等问题。为此,我厂采用脉冲滚压新工艺代替珩磨工艺,不但彻底解决了珩磨加工出现的“腰鼓形”、“喇叭口”的质量问题,而且使连杆大小头孔的粗糙度值满足设计要求。一、脉冲滚压原理脉冲滚压器的凸轮心轴高速旋转,带动滚针与滚针架围绕心轴转动,同时滚针自行沿工件内孔壁滚动,呈现行星运动状态,从而滚针断续对孔壁施加压力和冲击力(见图1),使工件孔壁的金属产生弹性和塑性变形,表面金属品格位错而扭曲,孔壁上的凸
文辑创建者
我要分享 >
职位:安全资料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐