应用卡耶里(CAYERE)方法测量联接法兰面水平
2024-04-27
水轮发电机组的安装和检修过程中,需要对构成机组的零部件的形状、尺寸和位置等进行严格的测量和调整。对于水轮机转轮的联轴法兰面、主轴法兰的端面、推力轴承镜板和推力头的上端面等,这些平面的水平要求很高,其测量和调整显得尤其重要。高精度平面水平测量使用的主要仪器是框型水平仪,卡耶里(CAYERE)方法是一种使用框型水平仪为测量工具,对圆形平面的水平进行测量和分析的精确方法。在三峡左岸电站ALSTOM机组安装中应用该方法测量转轮、主轴等法兰面水平,取得了很好的应用效果。

 法兰闷盖联接方法的改进
法兰闷盖联接方法的改进 法兰闷盖是管道上不可缺少的零件之一。我厂的煤气管道、抽风管道(管道直径由φ300至φ1200mm)上,约有法兰闷盖850个,其中有近100
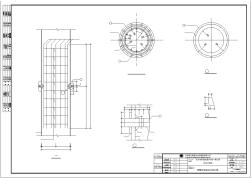
产品名称膜片联轴器受控号 零件名称焊接法兰零件图号 毛坯材质20零件净重 (kg) 23.2 车间序号 工 序 设备型号 工具名称及 图号 工作 等级 单件时 间 准备结 束时间 一划2 二钻z30501 三车3 四钳 修改内容修改者日期编制审核日期 机 加 车 间 修改 吉林昊宇技术 中心 交检 通知单号批准 打标识(用记号笔在工件明显位置标记图号) 工序内容 划全线检查毛坯尺寸及余量及φ212孔十字中心线 钻φ60孔 车各部符图(φ212孔按管配车) 机械加工工艺卡片q/hy-r-js-022 x06-2 毛坯种类每台数量 工令号 3 定额员 第1页 共1页
编辑推荐下载
格式:pdf
大小:33KB
页数:2P
人气:73
 4.6
4.6
产品名称膜片联轴器受控号 零件名称焊接法兰零件图号 毛坯材质20零件净重 (kg) 23.2 车间序号 工 序 设备型号 工具名称及 图号 工作 等级 单件时 间 准备结 束时间 一划2 二钻z30501 三车3 四钳 修改内容修改者日期编制审核日期 机 加 车 间 修改 吉林昊宇技术 中心 交检 通知单号批准 打标识(用记号笔在工件明显位置标记图号) 工序内容 划全线检查毛坯尺寸及余量及φ212孔十字中心线 钻φ60孔 车各部符图(φ212孔按管配车) 机械加工工艺卡片q/hy-r-js-022 x06-2 毛坯种类每台数量 工令号 3 定额员 第1页 共1页
热门文档 应用卡耶里(CAYERE)方法测量联接法兰面水平
格式:pdf
大小:22KB
页数:1P
人气:73
4.8
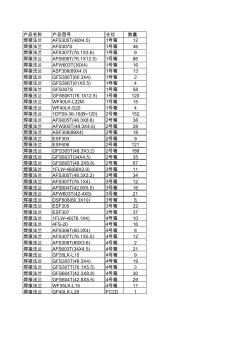
产品名称产品型号仓位数量 焊接法兰afs305t(48x4.5)1号箱12 焊接法兰afs307s1号箱46 焊接法兰afs307t(76.1x3.6)1号箱9 焊接法兰afs606t(76.1x12.5)1号箱86 焊接法兰afw603t(30x4)1号箱16 焊接法兰asf308(89x4.0)1号箱13 焊接法兰gfs306t(60.3x4)1号箱2 焊接法兰gfs306t(61x5.5)1号箱4 焊接法兰gfs307s1号箱58 焊接法兰gfs606t(76.1x12.5)1号箱120 焊接法兰wf40lk-l22m1号箱15 焊接法兰wf40lk-s201号箱4 焊接法兰1dfs9-36-16(b=120)2号箱152 焊接法兰afs605t(48.3x8.8)2号箱38 焊接
格式:pdf
大小:1.4MB
页数:3P
人气:73
4.6
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:796KB
页数:2P
人气:73
4.8

六角法兰面螺栓—细牙(配合螺母) 规格牙距长度(mm)数量(个)/辆 m101.25852 m101.25304 m101.25502 m121.5604 m121.53512 m121.5454 m121.25304
格式:pdf
大小:161KB
页数:未知
人气:73
4.3
软件工程方法在螺栓法兰联接件设计中的应用 为了使螺栓法兰联接件的设计标准化、规范化,且以具有较高计算效率的计算机取代繁琐的人工计算,本文探讨了用计算机实现钢制压力容器法兰的设计、校核。其中包括:确定法兰材料、密封面型式及结构尺寸;进行应力校核。
精华文档 应用卡耶里(CAYERE)方法测量联接法兰面水平
格式:pdf
大小:901KB
页数:3P
人气:73
4.3
连接法兰反变形模锻法 介绍了采用反变形模锻法优化连接法兰锻模和切边模设计,将锻件变形金属(尤其是难变形部分)的结构、形状和尺寸等进行反变形补偿成形,缩小了锻件难变形区,改善了锻造工艺性,确保了锻件尺寸精度,提高了锻件合格率、锻造效率和锻模使用寿命,降低了锻件成本,达到了优质、高效和低耗的效果,可为其他类模锻件的反变形模锻提供一定的理论参考依据。
格式:pdf
大小:4.0MB
页数:38P
人气:73
4.6
lonyeafebdpipefitting—iso www.***.***18 sanitarypipewelding/welding codefg1101 sizedtkg 1''25.41.53.57 1.25''31.81.54.41 1.5''38.11.55.45 2''50.81.57.37 2.5''63.52.012.26 3''76.22.014.81 3.5''89.12.017.36 4''101.62.019.85 4.5''114.33.033.27 5.5''139.33.040.89 6.5''165.23.048.48 90dbendwelding/
格式:pdf
大小:282KB
页数:2P
人气:73
4.7
凸形封头型式法兰联接螺栓的强度 总结、分析和解决了几类承受内压的零部件、机械装置、设备的螺栓联接,在采用各种封头型式,尤其是凸形封头时,其单个螺栓的强度计算,具有一定的实用价值。
最新文档 应用卡耶里(CAYERE)方法测量联接法兰面水平
格式:pdf
大小:242KB
页数:4P
人气:73
4.6
对两例法兰联接螺栓计算问题的探讨 文章通过对两例紧固件联接问题进行合理的简化,建立相应的计算模型,解决了船舶设计和建造过程中遇到的法兰联接螺栓的设计问题。
格式:pdf
大小:189KB
页数:2P
人气:73
4.4
阀门中法兰螺纹联接强度的校核 本文主要分析了当阀体与中法兰采用自攻丝螺纹联接方式时,螺纹联接的失效形式及设计者需校核的项目。
格式:pdf
大小:2.7MB
页数:9P
人气:73
4.8
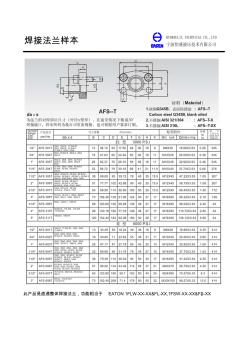
此产品是直通整体焊接法兰,功能相当于eaton1flw-xx-xx&fl-xx,1fsw-xx-xx&fs-xx。 焊接法兰样本 焊接法兰样本 此产品是90°整体焊接法兰,功能相当于eaton1flw9-xx-xx&fl-xx,1fsw9-xx-xx&fs-xx。 焊接法兰样本 此产品相当于eaton1flw-xx-xx&fl-xx,1fsw-xx-xx&fs-xx。 焊接法兰样本 gsf30x相当于eaton1cfl-xx-xx&fl-xx,1cfs-xx-xx&fs-xx。 gsf60x相当于eaton1dfl-xx-xx&fl-xx,1dfs-xx-xx&fs-xx。 焊接法兰样本 gwf30x相当于eaton1cfl9-xx-xx&fl-xx,1cfs9-xx-xx&fs-xx。 gwf60x相当于eaton1dfl9-xx-xx&fl-xx,1dfs9-xx
格式:pdf
大小:17KB
页数:4P
人气:73
4.5
⒈阀门安装前应检查填料,其压盖螺栓须有足够的调节余量。 ⒉法兰或螺纹连接阀门应在关闭状态下安装。 ⒊焊接时阀门不宜关闭,防止过热变形。 ⒋安装阀门前,应按设计核对型号,并按介质流向确定其安装方 向。 ⒌水平管道上的阀门,其阀杆一般应安装在上半周范围内。 ⒍阀门传动杆(深长杆)轴线的夹角不应大于300,其接头应转 动灵活。有热位移的阀门,传动杆应有补偿措施。 ⒎阀门的操作机构和传动装置应进行必要调整,使之动作灵活, 指示准确。 ⒏安装铸铁阀门时,应避免因强力连接或受力不均引起的损坏。 ⒐安装阀门前,必须复核产品合格证和试验记录。 ⒑阀门的安装位置不应防碍设备、管道及阀门本身的拆装和检 修。阀门安装高度应方便操作和检修,一般距地坪1.2m为宜,当阀 门中心距地坪1.8m以上时,应集中布置,并设置固定平台。 ⒒并排管线上阀门,其手轮间净距不得小于100mm,为了减小 管道间
格式:pdf
大小:44KB
页数:2P
人气:73
4.4
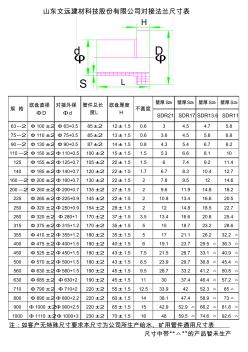
壁厚s≥壁厚s≥壁厚s≥壁厚s≥ sdr21sdr17sdr13.6sdr11 63—2φ100±2φ63+0.585±212±1.50.634.54.75.8 75—2φ110±2φ75+0.585±213±1.50.63.64.55.66.8 90—2φ130±2φ90+0.587±214±1.50.84.35.46.78.2 110—2φ150±2φ110+0.5100±215±1.51.55.36.68.110 125φ155±2φ125+0.7105±220±1.51.567.49.211.4 140φ185±2φ140+0.7120±222±1.51.76.78.310.412.7 160—2φ200±2φ160+0.71
格式:pdf
大小:48KB
页数:4P
人气:73
4.5

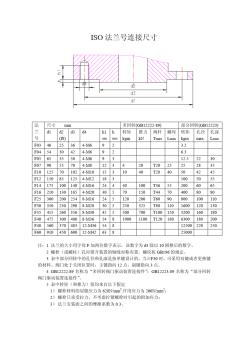
口径 dn 单价单价单价单价单价单价 154-m12-6504-m12-6504-m12-704-m12-7504-m12-8004-m16-115 204-m12-6504-m12-6504-m12-704-m16-9004-m16-9504-m20-125 254-m12-6504-m12-6504-m12-704-m16-9504-m16-10004-m20-130 324-m16-7504-m16-8004-m16-854-m20-11004-m20-11004-m22-140 404-m16-7504-m16-8004-m16-854-m20-11004-m20-
格式:pdf
大小:9KB
页数:1P
人气:73
4.3

热镀锌焊接法兰 往往,热镀锌焊接法兰的锌层的呢,形成锌层的质量是什么样的呢? 这样的热镀锌焊接法兰锌层的形成过程之中,一般的热镀锌焊接法兰的热镀锌的时候, 热镀锌层形成过程是铁基体与最外面的纯锌层之间形成铁-锌合金的过程,工件表面在热浸 镀时形成铁-锌合金层,才使得铁与纯锌层之间很好结合,其过程可简单地叙述为:使其进 行加工出来的时候,那么利用加工出来的时候,那么利用合理性的焊接法兰进行酸洗,因为 酸洗是非常重要的,当铁工件浸入熔融的锌液时,首先在界面上形成锌与α铁(体心)固熔体。 这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,这样的所谓进行加工形成所谓符 合保证了,这样的焊接法兰的锌层都是符合价格的,这样的焊接法兰的锌层的是最佳的形成 了。 锌层的厚度至关重要,正常的热镀锌焊接法兰的质量必须要符合,熔融金属与铁基体反 应而产生合金层,从而使基体和镀层二
文辑创建者
我要分享 >
职位:驻场建筑师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐