中化平原600t/d尿素装置节能增产改造技术总结
2025-03-26
我公司于2011年4月建成并投产的年产150 kt大颗粒尿素装置采用荷兰荷丰技术有限公司的流化床造粒专利技术,经过近1 a的运行,根据大颗粒尿素市场销售的实际情况,提出将大颗粒尿素装置的产能提高到198 kt/a的设想,由荷兰荷丰技术有限公司做具体改造的方案并予以实施。

 巨力化肥尿素装置增产节能改造总结
巨力化肥尿素装置增产节能改造总结 1概述阳煤集团烟台巨力化肥公司(原莱阳化肥厂),尿素车间现有两套尿素装置,其中1。尿素装置采用原化四院四万吨通用设计,于1993年5月建成投产。2”尿素装置采用原化四院六万吨通用设计,于1997年7月建成投产。改造前两套装置总产能达到500t/d。

简要介绍大型合成氨、尿素装置的节能增产改造目标、内容和结果,供同类型装置作类似改造时参考。
编辑推荐下载
格式:pdf
大小:474KB
页数:3P
人气:61
 4.8
4.8

0前言川化第二化肥厂大型化肥装置是上世纪70年代由日本引进的。该装置合成氨采用的是美国凯洛格工艺,设计能力为日产合成氨1000t;尿素系统采用日本东洋工程公司溶液全循环改良c法工艺,设计能力为日产尿素1620t。该装置投产至今已运转25年,设备老化,能耗较高,进行技术改造十分必要和迫切。我国上世纪70年代引进的十三套大型化肥装置大部分都采用了先进的增产节能新技术对原有装置进行了部分技术改造,使装置的技术水平、设备状况上了一个新的台阶,取得了明显的经济效益和社会效益。同时,随着科技的发展,合成氨及氨加工技术有了很大的提高,采
格式:pdf
大小:510KB
页数:3P
人气:61
4.6
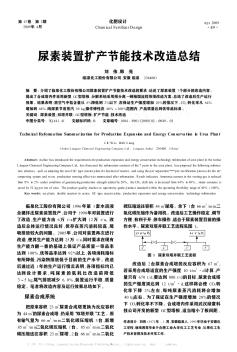
介绍了临泉化工股份有限公司尿素装置扩产节能技术改造的要求;论述了尿素装置7个部分的改造内容;提出了合成塔内件采用新型gc型塔板、分解系统采用预分离—预精馏流程等项改造方案;总结了改造后生产运行效果。结果表明:放空气中氨含量从8%降低到2%以下,在保证生产强度增加20%的情况下,co2转化率从64%增加到68%,吨尿素节省蒸汽50kg,操作弹性在40%~100%范围内,产品质量达到优等品标准。
热门文档 中化平原600t/d尿素装置节能增产改造技术总结
格式:pdf
大小:126KB
页数:2P
人气:61
4.7

近年来,尿素市场持续低迷,日趋成熟的生产工艺使生产系统控潜能力越来越小,通过对装置的扩产改造取得了良好的经济效益.
格式:pdf
大小:1.1MB
页数:3P
人气:61
4.6

平煤神马集团飞行公司老尿素装置采用水溶液全循环工艺,随着前系统合成氨装置的扩能改造,尿素系统存在着co2转化率偏低、蒸汽消耗较高、产品质量不能保证等问题。对装置实施了系统扩能改造,使产量达20万t/a以上,氨耗能耗大幅降低,取得了增产降耗的效果。
格式:pdf
大小:235KB
页数:4P
人气:61
4.6

4万t/a尿素装置改造到15万t/a技术总结 江 华 (江苏新沂恒盛化肥有限公司 221400) 0 前言 我公司尿素装置是原化工部“七·五”第一批 布点的50套小尿素装置之一,也是50套中唯一 的一套中压联尿工艺。装置于1991年8月投产, 1995年进行水溶液全循环工艺改造,1996年4月 完成并投入运行,日产尿素达到200t。经过近年 的不断改造,目前日产尿素达到500t,各项经济 指标均达到较好的水平。 1 中压联尿工艺的缺憾 中压联尿工艺是上海化工研究院自行开发的 新型合成氨—尿素联产的中压变换气气提工艺。 该工艺在南京六合化肥厂完成1万/a中试后,在 四川成都化肥厂完成4万/a工业装置,1985年建 成投产并达到设计指标。该工艺在以天然气为原 料的合成氨装置中显示出较为明显的优点。 (
格式:pdf
大小:157KB
页数:4P
人气:61
4.5
0前言 我公司尿素装置是原化工部"七*五"第一批布点的50套小尿素装置之一,也是50套中唯一的一套中压联尿工艺.装置于1991年8月投产,1995年进行水溶液全循环工艺改造,1996年4月完成并投入运行,日产尿素达到200t.经过近年的不断改造,目前日产尿素达到500t,各项经济指标均达到较好的水平.
格式:pdf
大小:244KB
页数:3P
人气:61
4.4
从高压合成系统、中压系统、蒸发系统、dcs系统、主要动力设备等5个方面分析了16万t/a尿素装置节能技术改造的原因,介绍了尿素装置的主要节能技术改造措施。结果表明:改造后的生产运行情况与原设计及国内相同规模的企业相比,吨尿素的氨耗降低了13kg,电耗降低了34kw,优级品率上升,各项指标达到了预期目标。
精华文档 中化平原600t/d尿素装置节能增产改造技术总结
格式:pdf
大小:222KB
页数:3P
人气:61
4.7
1概述盘锦中润化工有限公司由原盘锦化肥厂经不停产于2003年8月转制成立,原盘化建于1970年,1974年投入生产。该装置采用了水溶液全循环生产工艺,设计生产能力为日产尿素400t。随着社会经济的快速发展,能源危机日趋严重。国家对此十分重视,并制定了相关政策来扭转行业高能耗及环境污染的被动局面。所以企业要生存、想发展,节能降耗势在必行。
格式:pdf
大小:485KB
页数:4P
人气:61
4.6

川化股份有限公司第二化肥厂采用aces21工艺对尿素装置进行了增产节能技术改造。介绍技改方案、工艺流程、性能考核、装置运行状况及存在的问题,针对存在问题提出了整改措施。
格式:pdf
大小:519KB
页数:4P
人气:61
4.5

介绍了山东华鲁恒升化工股份有限公司应用中国寰球化学工程公司开发的"水溶液全循环尿素高压系统节能增产新工艺"对2#尿素装置各系统的改造情况。改造后装置运行良好,产能增加了1倍,取得了明显的增产、节能降耗效果。
格式:pdf
大小:314KB
页数:2P
人气:61
4.4
介绍该厂小尿素装置经技术改造后,平均日产尿素达545~550t。并介绍主要设备的改造情况及改造后的运行效果。
格式:pdf
大小:869KB
页数:5P
人气:61
4.4

针对新化化肥有限公司尿素装置存在的问题进行了技术改造,从尿素合成塔、中压分解吸收、低压分解吸收、闪蒸等方面分析了产生问题的原因,提出了改进措施和实施方案。对改造前后工艺指标、产品质量和经济效益进行了对比和分析。改造结果表明.生产能力提高25%,5个月可收回全部投资。
最新文档 中化平原600t/d尿素装置节能增产改造技术总结
格式:pdf
大小:183KB
页数:3P
人气:61
4.8
分析了15万t/a尿素试生产中暴露的工艺设计、设备方面存在的问题,结合实际生产操作,论证并实施了一系列技术改造,解决了影响装置稳定运行的关键问题。
格式:pdf
大小:369KB
页数:3P
人气:61
4.8
尿素装置节能改造 通过合成塔增加塔盘提高转化率;高压氨泵油氨分离器氨回收到工艺冷凝液槽;中压甲铵冷凝器改为双程换热器;入界区氨管线增设过滤器;中压吸收塔入口管由法兰连接改为焊接连接;中压吸收塔固定泡罩密封改造;氨升压泵加副线,入界区氨直接用作回流氨;低压甲铵液储槽内增设分布吸收管;增加解吸给料泵到氨预热器的吸收液管线;蒸发系统二段蒸发分离器、收集器、二段蒸发加热器改造。这样解决了生产中的当务之急,消化了国外的先进技术,使尿素产量、质量达到设计值,消耗指标也基本接近设计值。
格式:pdf
大小:132KB
页数:3P
人气:61
4.7
介绍中国石油化工股份有限公司湖北化肥分公司尿素装置节能技术改造的工艺方案,改造后取得的效果,以及产生的新问题,提出相应的解决办法。

格式:pdf
大小:229KB
页数:3P
人气:61
4.7
简要介绍尿素装置1999年以后的重大节能改造项目,以及改造后的对装置能耗影响,并对装置的历年整体能耗变化情况进行汇总。改造后的生产运行情况表明:与原设计及国内规模相同的企业相比,吨尿素的氨耗降低13埏,电耗降低34kw,蒸汽消耗基本扯平,优级品率也随之上升,各项指标基本达到预期目的。
格式:pdf
大小:854KB
页数:10P
人气:61
4.5
泸天化(泸州天燃气化工厂)中型氨厂利用引进技术进行改造,产量从日产300吨增至450吨,吨氨能耗从47.7gj降至33.9gj,并已通过考核。本文介绍了该装置节能增产技术改造的主要内容,对引进技术进行剖析。指出在热能综合利用方面存在的问题,并提出改进意见。对改造成功的经验进行归纳整理、分析比较,提出了在国内推广采用的建议。
格式:pdf
大小:131KB
页数:2P
人气:61
4.5
河南心连心化肥有限公司450kt/a合成氨、800kt/a尿素原料结构调整项目的尿素装置采用二氧化碳汽提工艺。现共有2套尿素装置,首套装置于2013年11月正式生产并投料成功,经过2年的装置优化,2015年尿素产量突破1000kt。目前,尿素市场竞争激烈,为进一步降低生产成本、提高产品质量,于2015年3月对2套尿素装置蒸发系统进行改造,将系统原有的尿液泵甩掉,闪蒸下液直接送入一段蒸发器,经一段时间运行后,效果良好,经济效益显著。
格式:pdf
大小:225KB
页数:3P
人气:61
4.7
将c套尿素装置尿液改造分流至两套中颗粒尿素尿液槽,满足中颗粒蒸发高负荷运行,降低中颗粒尿素产品缩二脲含量,并使尿素硝铵装置满负荷生产,进而增加c套装置高压运行负荷,提高整体效益。
文辑创建者
我要分享 >
职位:资源规划师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐