主肋底边带有焊接孔铝合金建筑模板
2025-03-03
公开(公告)号:CN201169911 一种主肋底边带有焊接孔的铝合金建筑模板,其中:在一浅槽U型铝合金建筑模板面板的两端焊接堵头,若干斜边n形铝合金型材主肋底面折边上开有若干焊接孔,主肋通过焊接孔焊接在建筑模板面板中间,主肋的两个端面分别焊接在建筑模板面板的边料内侧:在两端堵头和与其相邻的主肋之间,焊有若干条边肋。所述主肋的项板一侧设有向面板方向弯曲的弧形边。


铝合金建筑模板生产及运用项目分析
年产20万平方铝合金建筑模板生产项目 (固体废物)环境保护设施竣工 验收监测表 长兴竣测字h﹝2019﹞第0129号 (公示稿) 建设单位:广西卓强投资有限公司 编制单位:广西长兴检测有限公司 2019年3月 目录 表一工程概况、监测依据、标准..............................................1 表二项目建设内容、原辅材料消耗及工艺流程..................................3 表三项目主要污染物、污染物处理、排放流程.................................10 表四环境影响表环评及批复要求的措施落实情况...............................11 表五验收监测工况及结果............................
编辑推荐下载
格式:pdf
大小:246KB
页数:18P
人气:82
 4.4
4.4

i 年产20万平方铝合金建筑模板生产项目 (固体废物)环境保护设施竣工 验收监测表 长兴竣测字h﹝2019﹞第0129号 (公示稿) 建设单位:广西卓强投资有限公司 编制单位:广西长兴检测有限公司 2019年3月 ii 目录 表一工程概况、监测依据、标准..............................................1 表二项目建设内容、原辅材料消耗及工艺流程..................................3 表三项目主要污染物、污染物处理、排放流程.................................10 表四环境影响表环评及批复要求的措施落实情况...............................11 表五验收监测工况及结果.....................
格式:pdf
大小:10.3MB
页数:76P
人气:82
4.3
全日制硕士学位论文 申请人姓名:武守辉 指导教师:陈思杰 学位类别:工学硕士 专业名称:材料加工工程 研究方向:材料先进连接技术与相变理论研究 河南理工大学材料科学与工程学院 二○一三年六月 汽车车身用铝-钢异种金属之间的电阻点焊研究 researchonresistancespotweldingbetween automotive’sbodyaluminumandsteel 河南理工大学 学位论文原创性声明 本人郑重声明:所呈交的学位论文:汽车车身用铝-钢异种金属之间的 电阻点焊研究,是我个人在导师指导下进行的研究工作及取得的研 究成果。论文中除了特别加以标注和致谢的地方外,不包含任何其他个人或 集体已经公开发表或撰写过的研究成果。其他同志对本研究的启发和所做的 贡献均已在论文中作了明确的声明并表示了谢
热门文档 主肋底边带有焊接孔铝合金建筑模板
格式:pdf
大小:64KB
页数:1P
人气:82
4.7
 铝合金焊接研究现状
铝合金焊接研究现状 现代有色金属焊接工艺的进步,将有利于我国工业的进步。本文从铝合金的分类及其焊接性出发,介绍了钨极氩弧焊、搅拌摩擦焊、熔化极惰性气体保护焊、激光焊、激光-电弧复合焊在铝合金焊接中的研究现状,并对铝合金焊接未来的发展方向进行了展望。
格式:pdf
大小:8KB
页数:3P
人气:82
4.4
焊接工艺规程 1、焊前清理 铝及铝合金焊接前首先用丙酮试剂擦拭焊件表面去除油污,随后直接用直 径0.15-0.2mm钢丝刷清理表面氧化物,露出金属光泽为止。不允许使用磨光 机或普通砂纸清理,避免沙粒留在金属表面,焊接时进入熔池形成夹渣等焊接 缺陷。 2、焊接时机 焊件清理完成到施焊时间应尽量短,一半在清理后4小时内施焊,清理后 如存放时间过长(如超24小时)应重新清理。 3、焊前预热 薄、小铝件一般不用预热,厚度在10mm及以上板材焊前需进行焊前预热, 板材厚度不同加热温度不同。10mm-15mm板材焊接前采用乙炔火焰加热,温 度100-150度去除水分。厚大件法兰焊接时加温400-500度,预热可以减少变 形,减少气孔等缺陷。 4、焊接过程参数 板板对接焊接 采用手工打底双面焊单面成形,焊缝宽度20±1mm,焊缝余高1~2mm,焊缝 直线度不得大于1mm。 将
格式:pdf
大小:22KB
页数:1P
人气:82
4.6

3 检验: 电话:传真: 地址:邮政编码: 注:未经本站书面批准,不得部分复制检验报告(完整复制除外)。 批准:审核:校核: 注 局部膜厚≥12 最大壁厚,mm e03300-1 1 最小壁厚,mm 2氧化膜厚度 平均膜厚≥15 硬度,韦氏hw≥8 编号 检验项目技术要求检验结果单项评定 见证人:依据标准: 检验性质:报告编写日期: 试样名称:检验日期: 委托单位:报告编号: 工程名称:收样日期: 铝合金建筑型材检验报告 gd2104002
格式:pdf
大小:1.2MB
页数:4P
人气:82
4.5
防锈铝合金及锻铝合金的焊接 通过对防锈铝合金5083和锻铝合金6061的焊接性进行分析,并针对焊接中容易出现的缺陷制定了相应的措施,最终成功的完成了铝合金设备的安装。
精华文档 主肋底边带有焊接孔铝合金建筑模板
格式:pdf
大小:19KB
页数:1P
人气:82
4.4
镁合金—铝合金的固态扩散焊接探索 本文以镁合金zk60和铝合金7a04为研究对象,采用加入中间层锌的方式对mg/al异种材料进行了扩散焊接试验,试验焊接条件在非真空环境下,焊接设备及条件相对简单,具有很高的实际工业生产利用价值。探索性的总结出一些影响镁铝扩散焊接的因素以及有利80min~120min能得到良好的扩散焊接头。
格式:pdf
大小:169KB
页数:5P
人气:82
4.6
铝及铝合金MIG焊接预防气孔的措施 针对铝及铝合金mig焊接过程中容易产生气孔的情况,分析了产生气孔的原因。这些气孔主要是氢气孔。分析了氢的来源,包括母材和焊丝表面的油污、水分及碳氢化合物,焊丝原材料中的氢,施焊环境中的氢。在焊接工艺方面采用亚射流过渡形式,采用合适的焊接速度、焊丝伸出长度、焊枪角度、气体流量、预热温度和层间温度,采用摩擦系数小的特氟龙送丝软管,可以有效的预防和减少铝及铝合金mig焊接过程中产生的气孔。
格式:pdf
大小:92KB
页数:7P
人气:82
4.5
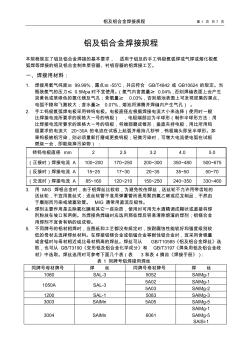
铝及铝合金焊接规程第1页共7页 铝及铝合金焊接规程 本规程规定了铝及铝合金焊接的基本要求,适用于铝及的手工钨极氩弧焊或气焊或熔化极氩 弧焊等焊接的铝及铝合金制单层容器、衬铝容器的铝焊接工艺。 一、焊接用材料: 1.焊接用氩气纯度≥99.99%,露点≤-55℃,并应符合gb/t4842或gb10624的规定。当 瓶装氩气的压力≤0.5mpa时不宜使用。(氩气内含氮量≥0.04%,否则焊缝表面上会产生 淡黄色或草绿色的氮化镁及气孔;含氧量≥0.03%,否则熔池表面上可发现密集的黑点、 电弧不稳和飞溅较大;含水量≥0.07%,熔池将沸腾并焊缝内产生气孔)。 2.手工钨极氩弧焊电极采用铈钨电极。电极直径应根据焊接电流大小来选择(使用时一般 比焊接电流所要求的规格大一号的钨极),电极端部应为半球形(制作半球形方法:用 比焊接电流所要求的规格大一号的钨极,将端
格式:pdf
大小:176KB
页数:3P
人气:82
4.3
铝及铝合金TIG焊接特性 概述了铝及铝合金tig焊接技术特性,包括铝及铝合金tig焊接保护气体、坡口的选择和焊接工艺对焊缝成形和焊接质量的影响。
最新文档 主肋底边带有焊接孔铝合金建筑模板
格式:pdf
大小:18KB
页数:2P
人气:82
4.3
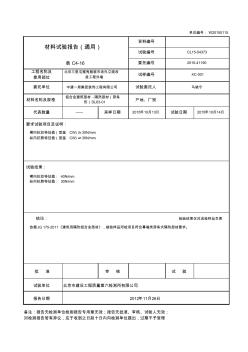
横向抗拉特征值(室温cw)≥30n/mm 纵向抗剪特征值(室温cw)≥30n/mm 材料试验报告(通用) 横向抗拉特征值:40n/mm 纵向抗剪特征值:30n/mm 依据jg175-2011《建筑用隔热铝合金型材》,被检样品所检项目符合幕墙类穿条式隔热型材要求。 试验单位北京市建设工程质量第六检测所有限公司 报告日期2012年11月26日 备注:报告无检测单位检测报告专用章无效;报告无批准、审核、试验人无效; 对检测报告若有异议,应于收到之日起十日内向检测单位提出,过期不予受理 要求试验项目及说明: 试验结果: 结论:检验结果仅对送检样品负责 批准审核试验 材料名称及规格 铝合金建筑型材-隔热型材(穿条
格式:pdf
大小:733KB
页数:13P
人气:82
4.5

铝及铝合金的焊接 铝及铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机 械制造、船舶及化学工业中已大量应用。随着近年来科学技术以及工业经济的飞速发展, 对铝合金焊接结构件的需求日益增多,使铝合金的焊接性研究也随之深入。铝合金的广泛 应用促进了铝合金焊接技术的发展,同时焊接技术的发展又拓展了铝合金的应用领域,因 此铝合金的焊接技术正成为研究的热点之一。 有色金属non-ferrousmetal,狭义的有色金属又称为非铁金属,是铁、锰、铬以外的 所有金属的统称。广义的有色金属还包括有色合金。有色合金是以一种有色金属为基体(通 常大于50%),加入一种或几种其他元素而构成的合金。随着科学技术的发展,有色金 属的应用日趋广泛。虽然有色金属只占金属总量的5%左右,但有色金属在工程应用中的 重要作用确实钢铁或其他材料无法代替的。有
格式:pdf
大小:11KB
页数:5P
人气:82
4.3

铝及铝合金的焊接工艺 铝及铝合金的焊接特点 (1)铝在空气中及焊接时极易氧化,生成的氧化铝(al2o3)熔点高、非常稳 定,不易去除。阻碍母材的熔化和熔合,氧化膜的比重大,不易浮出表面,易生 成夹渣、未熔合、未焊透等缺欠。铝材的表面氧化膜和吸附大量的水分,易使焊 缝产生气孔。焊接前应采用化学或机械方法进行严格表面清理,清除其表面氧化 膜。在焊接过程加强保护,防止其氧化。钨极氩弧焊时,选用交流电源,通过“阴 极清理”作用,去除氧化膜。气焊时,采用去除氧化膜的焊剂。在厚板焊接时, 可加大焊接热量,例如,氦弧热量大,利用氦气或氩氦混合气体保护,或者采用 大规范的熔化极气体保护焊,在直流正接情况下,可不需要“阴极清理”。 (2)铝及铝合金的热导率和比热容均约为碳素钢和低合金钢的两倍多。铝 的热导率则是奥氏体不锈钢的十几倍。在焊接过程中,大量的热量能被迅速传导 到基体金属内部,
格式:pdf
大小:715KB
页数:4P
人气:82
4.7
铝合金MIG自动焊焊接工艺 研究了铝合金车体单丝和双丝mig自动焊的焊接方法,通过焊接对比试验,分析焊接接头的组织和力学性能,总结出两种焊接方法的最佳工艺参数。试验结果表明,双丝mig自动焊接具有焊接速度快、热输入小、焊缝组织晶粒细小均匀、接头力学性能良好、生产效率高等优点,适用于铝合金车体批量焊接生产。
格式:pdf
大小:62KB
页数:未知
人气:82
4.7
主肋底边带有焊接孔的铝合金建筑模板 公开(公告)号:cn201169911 一种主肋底边带有焊接孔的铝合金建筑模板,其中:在一浅槽u型铝合金建筑模板面板的两端焊接堵头,若干斜边n形铝合金型材主肋底面折边上开有若干焊接孔,主肋通过焊接孔焊接在建筑模板面板中间,主肋的两个端面分别焊接在建筑模板面板的边料内侧:在两端堵头和与其相邻的主肋之间,焊有若干条边肋。所述主肋的项板一侧设有向面板方向弯曲的弧形边。
格式:pdf
大小:109KB
页数:1P
人气:82
4.7
铝合金建筑模板的特点及其在龙岩项目工程中的应用 本文结合工程实例,从施工准备、具体施工、混凝土浇筑、模板拆除和回收保养六个方面对其实际应用进行了分析。
格式:pdf
大小:118KB
页数:1P
人气:82
4.6
基于铝合金建筑模板体系对房地产开发项目施工质量控制的研究 铝合金模板近期才引入中国,由于其属于一个新型的模板体系。目前的技术条件不是很成熟,施工案例和经验不足。本文将介绍铝合金模板的优缺点,同时也介绍铝合金模板在国内施工案例中多表现出来的一些问题和相关的解决措施。
格式:pdf
大小:267KB
页数:未知
人气:82
4.6
铝合金异形管平板的焊接 平板速冻器是一种速冻海产品保鲜的换热器,主要部件平板由lf21铝合金异形管拼焊而成,图1为平板组件,图2为异形管组件,要求先焊异形管组件端部[形焊缝,焊后先加工至与母材平齐,再装焊端头和侧封板,焊后整板试气压2.8mpa,不允许泄漏。
格式:pdf
大小:184KB
页数:3P
人气:82
4.6
铝合金厚板对接自动焊焊接工艺优化 在车钩座组成自动焊焊接过程中,射线探伤多次发现线性显示,通过宏观金相分析确认缺陷为焊缝侧壁未熔合,多次返修严重影响了工件的焊接质量及生产进度。本文结合常见的未熔合产生原因,同时将车钩座组成与车钩面板自动焊工艺进行对比,并进行了一系列的试验及分析,对车钩座自动焊工艺进行优化,最终通过优化车钩座自动焊焊缝填充分布和焊接参数等措施,基本上解决了车钩座自动焊的未熔合问题,射线探伤一次合格率提高到90%以上,提高了生产效率。
文辑创建者
我要分享 >
职位:路桥造价工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐