专业技术交底资料钢筋工程钢筋电渣压力焊工艺标准
2024-06-26
技术交底资料 -. 钢筋工程 -钢筋 电渣压力焊工艺标准 2 ———————————————————————————————— 作者: ———————————————————————————————— 日期: 3 [Amber demo] 工程名称 交底部位 工程编号 日 期 4 工程名称 交底部位 工程编号 日 期 交底内容: 钢筋电渣压力焊工艺标准 1 范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径 14—40mm的I—Ⅱ级 竖向或斜向 (倾斜度4:1范围内 )钢筋的连接。 2 施工准备 2.1 材料及主要机具: 2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告 单。进口钢筋还应有化学复试单, 其化学成分应满足焊接要求, 并应有可焊性试验。 2.1.2 焊剂 2.1.2.1 焊剂的性能应符合 GB5293碳素钢埋弧焊用焊剂的规定。焊剂型号


[amberdemo] 工程名称交底部位 工程编号日期 工程名称交底部位 工程编号日期 交底内容: 钢筋电渣压力焊工艺标准 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14—40mm的i—ⅱ级 竖向或斜向(倾斜度4:1范围内)钢筋的连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告 单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂 2.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为 hj401,常用的为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250—300℃ 烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,

[amberdemo] 工程名称交底部位 工程编号日期 工程名称交底部位 工程编号日期 交底内容: 钢筋电渣压力焊工艺标准 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14—40mm的i—ⅱ级 竖向或斜向(倾斜度4:1范围内)钢筋的连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告 单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂 2.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为 hj401,常用的为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250—300℃ 烘焙2h。 2.1.2.3使用中回收的焊剂,
编辑推荐下载
格式:pdf
大小:89KB
页数:6P
人气:73
 4.6
4.6

表c1-3钢筋电渣压力焊技术交底记录 工程名称六盘水市玖盛大厦交底部位主体工程 工程编号日期 交底内容: 钢筋电渣压力焊 1范围 建筑现浇钢筋混凝土结构中直径14—40mm的i—ⅱ级竖向或斜向(倾斜度4:1范围内)钢筋的连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学 复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂 2.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的为熔炼型高 锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250—300℃烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并
格式:pdf
大小:9KB
页数:3P
人气:73
4.4
钢筋电渣压力焊工艺标准 范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14~40mm的ⅰ~ⅱ级竖向或斜向(倾 斜度4∶1范围内)钢筋的连接。 施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化 学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂。 2.2.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的为熔炼型 高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250~300℃烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 2.1.2.4焊剂应有
热门文档 专业技术交底资料钢筋工程钢筋电渣压力焊工艺标准
格式:pdf
大小:119KB
页数:9P
人气:73
4.6
工程名称万科城三期a区22#楼交底部位柱(剪力墙暗柱) 施工单位 浙江国泰建设集团有限 公司 日期2011年5月28日 交底内容: 钢筋电渣压力焊工艺标准 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14—25的i— ⅱ级竖向或斜向钢筋的连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试 报告单。 2.1.2焊剂 2.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号 为hj401; 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经 250—300℃烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀 后使用。 2.1.2.4焊剂应有出厂合格证。 2.1.3主要机具 2.1.3.1手
格式:pdf
大小:10KB
页数:4P
人气:73
4.6
钢筋电渣压力焊工艺标准 范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径 14~40mm的ⅰ~ⅱ级竖向或斜向(倾斜度4∶1范围内)钢筋的连接。 施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书 及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应 有可焊性试验。 2.1.2焊剂。 2.2.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊 剂型号为hj401,常用的为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前 须经250~300℃烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混 合均匀后使用。 2.1.2.4焊剂应有出厂合格证。 2.1.3主要机具: 2.1.3.1手工电
格式:pdf
大小:9KB
页数:3P
人气:73
4.5
钢筋电渣压力焊工艺标准 范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14~40mm的ⅰ~ⅱ级竖向或斜向(倾 斜度4∶1范围内)钢筋的连接。 施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化 学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂。 2.2.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的为熔炼型 高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250~300℃烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 2.1.2.4焊剂应有
格式:pdf
大小:175KB
页数:9P
人气:73
4.4
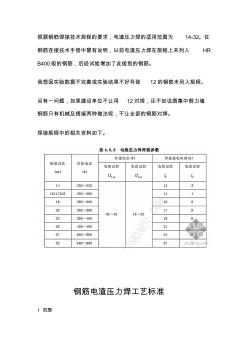
根据钢筋焊接技术规程的要求,电渣压力焊的适用范围为14-32。在 钢筋连接技术手册中曾有说明,以前电渣压力焊在规程上未列入hr b400级的钢筋,后经试验增加了此级别的钢筋。 我想因实验数据不完善或实验结果不好导致12的钢筋未列入规程。 另有一问题,如果建设单位不让用12对焊,还不如说图集中剪力墙 钢筋只有机械及搭接两种做法呢,不让全部的钢筋对焊。 焊接规程中的相关资料如下。 钢筋电渣压力焊工艺标准 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14—40mm 的i—ⅱ级竖向或斜向(倾斜度4:1范围内)钢筋的连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂 2.1.2.1焊剂的性能应
格式:doc
大小:45KB
页数:7P
人气:73
4.5

工程名称 交底部位 工程编号 日期 交底内容: 钢筋电渣压力焊工艺标准 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14—40mm的i—ⅱ级竖向或斜向(倾斜度4:1范围内)钢筋的连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂 2.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250—300℃烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 2
精华文档 专业技术交底资料钢筋工程钢筋电渣压力焊工艺标准
格式:pdf
大小:84KB
页数:6P
人气:73
4.4
工程名称交底部位 工程编号日期 交底内容: 钢筋电渣压力焊工艺标准 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14—40mm的i—ⅱ级竖向或斜 向(倾斜度4:1范围内)钢筋的连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还 应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂 2.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的 为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250—300℃烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 2.1.2.4焊剂应有出厂合格
格式:pdf
大小:84KB
页数:6P
人气:73
4.6
表c1-3技术交底记录 工程名称阳光港湾22#26#楼交底部位墙柱钢筋 工程编号jyjs日期2013年7月28日 交底内容: 钢筋电渣压力焊工艺标准 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14—40mm的i—ⅱ级竖向或斜 向(倾斜度4:1范围内)钢筋的连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还 应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂 2.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的 为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经
格式:doc
大小:45KB
页数:7P
人气:73
4.4
工程名称 交底部位 工程编号 日期 交底内容: 钢筋电渣压力焊工艺标准 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14—40mm的i—ⅱ级竖向或斜向(倾斜度4:1范围内)钢筋的连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂 2.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250—300℃烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 2
格式:pdf
大小:97KB
页数:19P
人气:73
4.4
技术交底—钢筋电渣压力焊工艺标准作者:佚名 时间:2008-11-7 浏览量: 工程名称:钢筋电渣压力焊工艺标准 交底部位: 工程编号: 日 期: 交底内容: 、范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中 直径14—40mm的i—ⅱ级竖向或斜向钢筋的连接。 2、施工准备 材料及主要机具: 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及 复试报告单。进口钢筋还应有化学复试单,其化学成分应满 足焊接要求,并应有可焊性试验。 焊剂 焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊 剂型号为hj401,常用的为熔炼型高锰高硅低氟焊剂或中锰 高硅低氟焊剂。 焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经 250—300℃烘焙2h。 使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合 均匀后使用。 焊剂
格式:pdf
大小:8KB
页数:1P
人气:73
4.6
钢筋电渣压力焊工艺标准技术交底 交底内容 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径 14-40mm的i-ⅱ级竖向或斜向(倾斜度4:1范围内)钢筋的连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明 书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊 接要求,并应有可焊性试验。 2.1.2焊剂 2.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。 焊剂型号为hj401,常用的为熔炼型高锰高硅低氟焊剂或中锰高硅低 氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用 前须经250-300℃烘焙2h.2.1.2.3使用中回收的焊剂,应除去熔渣 和杂物,并应与新焊剂混合均匀后使用。 2.1.2.
最新文档 专业技术交底资料钢筋工程钢筋电渣压力焊工艺标准
格式:pdf
大小:109KB
页数:8P
人气:73
4.3
[amberdemo] 工程名称交底部位 工程编号日期 交底内容: 钢筋电渣压力焊工艺标准 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14—40mm的i—ⅱ级竖向或 斜向(倾斜度4:1范围内)钢筋的连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进 口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂 焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的为 熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250—300℃烘焙2h。 使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 焊剂应有出厂合格证。 2.1.3主要机具 手工电渣压力焊设
格式:pdf
大小:162KB
页数:16P
人气:73
4.8
.. 高速御景天地二期工程 电渣压力焊焊接工艺试验报告 承包人:江苏双楼建设集团有限公司 监理人:安徽建科建设监理有限公司 .. 目录 1、钢筋电渣压力焊工艺评定作业指导书 2、钢筋电渣压力焊工艺评定记录报告 .. 一、钢筋电渣压力焊工艺评定作业指导书 1、编制目的 明确钢筋电渣压力焊的施工工艺,确保施工工艺评定满足设计和施工规范规定的要 求,验证设计和施工规范的可操作性与可执行性,同时用以指导现场施工。 2、实施范围 钢筋电渣压力焊适用于六安市团结安置小区一标段工程用hrb400级12、14、16、18、 20、22、25mm柱钢筋的连接接头。 3、编制依据 3.1《混凝土结构工程施工及验收规范》; 3.2《钢筋焊接及验收规程》jgj18-2003; 3.3《工程质量管理手册》 3.4施工图纸说明。 4、施工工艺评定的基本条件 4.1材料准备 4.1.1钢筋:钢筋
格式:pdf
大小:8KB
页数:3P
人气:73
4.5
改革开放以来,随着国民经济的快速、持久发展,各种钢筋混凝土建筑结构大量建造, 钢筋连接技术得到很大发展。因此,推广应用先进的钢筋连接技术,对于提高工程质量、加 快施工速度、提高,劳动生产率、降低成本,具有十分重要的意义。 钢筋电渣压力焊 一、基本原理 (一)钢筋电渣压力焊是将两钢筋安放成竖向对接形式,得利用焊接电流通过两钢筋端 面间隙,在焊剂层下形成电弧过程和电渣过程,产生电弧热和电阻热,熔化钢筋,加压 完成的一种焊接方法。 (二)焊接过程 钢筋电渣压力焊具有电弧焊、电渣焊和压力焊的特点。焊接过程包括4个阶段,见 图1;各个阶段的焊接电压与焊接电流,各取0.1s,见图2。 1.引弧过程: 上下两钢筋端部埋于焊剂之中,两端面之间留有一定间隙。引燃电弧采用 接触引弧。具体的又有二种:一是直接引弧法,就是当弧焊电源(电弧焊机) 一次回路接通后,将上个引弧铁丝圈,高约10
格式:pdf
大小:59KB
页数:4P
人气:73
4.7
工程名称交底部位 工程编号日期 交底内容: 钢筋电渣压力焊 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14~40mm地ⅰ~ⅱ级竖向或斜 向(倾斜度4∶1范围内)钢筋地连接. 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋地级别、直径必须符合设计要求,有出厂证明书及复试报告单.进口钢筋 还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性实验. 2.1.2焊剂. 2.2.2.1焊剂地性能应符合gb5293碳素钢埋弧焊用焊剂地规定.焊剂型号为hj401,常用地 为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂. 2.1.2.2焊剂应存放在干燥地库房内,防止受潮.如受潮,使用前须经250~300℃烘焙2h. 2.1.2.3使用中回收地焊剂,应除去熔
格式:pdf
大小:8KB
页数:3P
人气:73
4.6
竖向钢筋电渣压力焊工艺 一、施工准备 1、材料 (1)钢筋:应有出厂合格证,试验报告性能指标应符合有关标准或规范的规定。 钢筋的验收和加工,应按有关的规定执行。 (2)电渣压力焊接使用的钢筋端头应平直、干净,不得有马蹄形、压扁、凹凸 不平、弯曲歪扭等严重变形。如有严重变形时应用手提切割机或用气焊切割、 矫正,以保证钢筋端面垂直于轴线。钢筋端部200mm范围不应有锈蚀、油污、 混泥土浆等污染,受污染的钢筋应清理干净后才能进行电渣压力焊焊接。处理 钢筋时应在当天进行,防止处理后再生锈。 (3)电渣压力焊焊剂:须有出厂合格证,化学性能指标符合有关规定。在使用 前,须经恒温250oc烘焙1~2h。焊剂回收重复使用时,应除去熔渣和杂物并经 干燥,一般采用431焊剂。 二、质量标准 1、质量要求 (1)用小锤、放大镜、钢板尺和焊缝量规对焊接接头逐个进行检查。 (2)接头焊包均匀,四
格式:pdf
大小:107KB
页数:8P
人气:73
4.6
润景·园著施工方案 山西省第三建筑工程公司 1 钢筋电渣压力焊施工工艺评定 一、工程概况 序号项目内容 1工程名称润景·园著项目 2工程地址太原市南内环街与千峰南路交叉口以西 3建设单位山西润景房地产开发有限公司 4设计单位太原市建筑设计研究院 5监理单位山西恒泰建设项目管理有限公司 6施工单位山西省第三建筑工程公司 7建设规模 总建筑面积为98785.13㎡,其中3#楼为33566.82㎡,9#楼 为32774.81㎡,15#楼为6443.5㎡,18#楼为3492.95㎡,地 下车库约为26000㎡ 8结构形式6#楼、7#楼为剪力墙结构,15#楼、地下车库为框架结构。 9层数 3#楼地上31层,地下3层 9#楼地上32层,地下3层 15#楼地上5层 18#楼地上3层 地下车库地下2层 10本工
格式:pdf
大小:2.0MB
页数:4P
人气:73
4.5
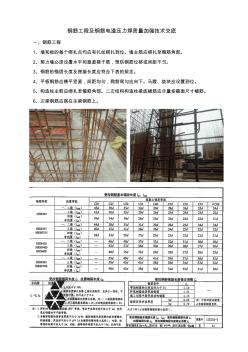
钢筋工程及钢筋电渣压力焊质量加强技术交底 一、钢筋工程 1、墙和板的每个绑扎点均应有扎丝绑扎到位。墙主筋应绑扎至箍筋角部。 2、剪力墙必须设置水平和垂直梯子筋,预防钢筋位移或间距不匀。 3、钢筋的锚固长度及搭接长度应符合下表的规定。 4、平板钢筋应横平竖直,间距均匀,爬筋弯勾应向下。马蹬、垫块应设置到位。 5、构造柱主筋应绑扎至箍筋角部。二次结构构造柱梁底植筋应尽量按截面尺寸植筋。 6、次梁钢筋应搭在主梁钢筋上。 二、钢筋电渣压力焊 (一)基本要求 1、钢筋焊接施工之前,应清楚钢筋、钢板焊接部位以及钢筋与电极接触处表面上 的锈斑、油污、杂物等;钢筋端部当有弯折、扭曲时,应予以矫直或切除。 2、带肋钢筋进行电渣压力焊时,应将纵肋对纵肋安放对接。 3、直径12mm钢筋电渣压力焊时,应采用小型焊接夹具,上下两钢筋对正,不偏 歪,多做焊接工艺试验,确保焊接质量。 (二)施工工艺: 1、焊接
格式:pdf
大小:9KB
页数:3P
人气:73
4.7
钢筋电渣压力焊工艺标准 范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径xxxxⅱ 级竖向或斜向(倾斜度4∶1范围内)钢筋的连接。 施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书 及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应 有可焊性试验。 2.1.2焊剂。 2.2.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊 剂型号为hj401,常用的为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前 须经250~300℃烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混 合均匀后使用。 2.1.2.4焊剂应有出厂合格证。 2.1.3主要机具: 2.1.3.1手工电渣压力焊设备
格式:doc
大小:42KB
页数:9P
人气:73
4.5
钢筋电渣压力焊工艺标准(415-1996) 范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14~ 40mm的ⅰ~ⅱ级竖向或斜向(倾斜度4∶1范围内)钢筋的连接。 施工准备 2.1 材料及主要机具: 2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2 焊剂。 2.2.2.1 焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2 焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250~300℃烘焙2h。 2.1.2.3 使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后
格式:pdf
大小:123KB
页数:6P
人气:73
4.6
七夕,古今诗人惯咏星月与悲情。吾生虽晚,世态炎凉却已看透矣。情也成空, 且作“挥手袖底风”罢。是夜,窗外风雨如晦,吾独坐陋室,听一曲《尘缘》,合 成诗韵一首,觉放诸古今,亦独有风韵也。乃书于纸上。毕而卧。凄然入梦。乙 酉年七月初七。 -----啸之记。 钢筋电渣压力焊工艺标准(415-1996) 范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14~40mm 的ⅰ~ⅱ级竖向或斜向(倾斜度4∶1范围内)钢筋的连接。 施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试 报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊 性试验。 2.1.2焊剂。 2.2.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号 为hj401,常用
文辑创建者
我要分享 >
职位:暖通设计经理
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐