35Cr圆钢尺寸文献


 方钢圆钢尺寸,重量,厚度偏差规范 (3)
方钢圆钢尺寸,重量,厚度偏差规范 (3)
方钢圆钢尺寸,重量,厚度偏差规范 (3)
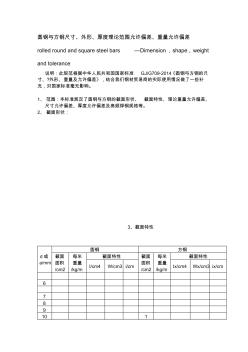
圆钢与方钢尺寸、外形、厚度理论范围允许偏差、重量允许偏差 rolled round and square steel bars —Dimension,shape,weight and tolerance 说明:此规范根据中华人民共和国国家标准 GJ/G709-2014《圆钢与方钢的尺 寸、?外形、重量及允许偏差》,结合我们钢材贸易商的实际使用情况做了一些补 充,对国家标准毫无影响。 1、 范围:本标准规定了圆钢与方钢的截面形状、 截面特性、理论重量允许偏差、 尺寸允许偏差、厚度允许偏差及高频焊钢规格等。 2、 截面形状: 3、截面特性 d或 a/mm 圆钢 方钢 截面 面积 /cm2 每米 重量 /kg/m 截面特性 截面 面积 /cm2 每米 重量 /kg/m 截面特性 I/cm4 W/cm3 i/cm Ix/cm4 Wx/cm3 ix/cm 6 7 8 9 10 1 11 12 13