3Cr2W8V热锻钢化学成份文献

 易切削钢化学成份
易切削钢化学成份
易切削钢化学成份
四、易切削钢化学成分表 发布时间: 2010-1-25 20:35:45 点击次数: 399 分类 执行标 准 牌号 化 学 成 分 (%) C Si Mn P S Pb 低碳快 削钢 Low Carbon Free Cutting Steel GB 国 家标准 Y12 0.08/0.16 0.15/0.35 0.70/1.00 0.08/0.15 0.10/0.20 Y12Pb 0.08/0.16 ≤0.15 0.70/1.10 0.05/0.10 0.15/0.25 0.15/0.35 Y15 0.10/0.18 ≤0.15 0.80/1.20 0.05/0.10 0.23/0.33 Y15Pb 0.10/0.18 ≤0.15 0.80/1.20 0.05/0.10 0.23/0.33 0.15/0.35 EN 11SMnPb30 ≤0.14 ≤0.05 0.90/1.
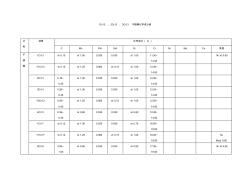 1Cr13、2Cr13、3Cr13不锈钢化学成分表 (2)
1Cr13、2Cr13、3Cr13不锈钢化学成分表 (2)
1Cr13、2Cr13、3Cr13不锈钢化学成分表 (2)
1Cr13 、2Cr13 、3Cr13 不锈钢化学成分表 分 类 材质 化学成分( %) C Mn P≤ S≤ Si Cr Ni Mo Cu 其他 不 锈 钢 1Cr13 ≤ 0.15 ≤ 1.00 0.035 0.030 ≤ 1.00 11.50~ 13.50 Ni ≤ 0.60 Y1Cr13 ≤ 0.15 ≤ 1.25 0.060 ≥ 0.15 ≤ 1.00 12.00~ 14.00 2Cr13 0.16~ 0.25 ≤ 1.00 0.035 0.030 ≤ 1.00 12.00~ 14.00 3Cr13 0.26~ 0.35 ≤ 1.00 0.035 0.030 ≤ 1.00 12.00~ 14.00 Y3Cr13 0.26~ 0.40 ≤ 1.25 0.060 ≥ 0.15 ≤ 1.00 12.00~ 14.00 4Cr13 0.36~ 0.45 ≤ 0.80 0