8mm槽系组合夹具定位件厚键简介文献

 进给箱齿轮轴加工工艺规程及其铣8mm宽键槽的夹具设计
进给箱齿轮轴加工工艺规程及其铣8mm宽键槽的夹具设计
进给箱齿轮轴加工工艺规程及其铣8mm宽键槽的夹具设计
摘 要 本次设计内容涉及了机械制造工艺及机床夹具设计、金属切 削机床、公差配合与测量等多方面的知识。 进给箱齿轮轴加工工艺规程及其铣 8mm宽键槽的夹具设计是 包括零件加工的工艺设计、 工序设计以及专用夹具的设计三部分。 在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出 毛坯的结构,并选择好零件的加工基准, 设计出零件的工艺路线; 接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工 序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计 出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹 具体与机床的连接部件以及其它部件;计算出夹具定位时产生的 定位误差,分析夹具结构的合理性与不足之处,并在以后设计中 注意改进。 关键词 :工艺、工序、切削用量、夹紧、定位、误差。 ABSTRCT This design content has involved the machin
 切割8mm厚碳钢工艺参数(精)
切割8mm厚碳钢工艺参数(精)
切割8mm厚碳钢工艺参数(精)
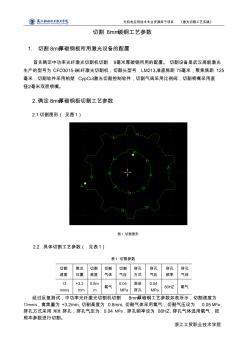
光机电应用技术专业资源库子项目 《激光切割工艺实践》 浙江工贸职业技术学院 切割 8mm碳钢工艺参数 1. 切割 8mm厚碳钢板所用激光设备的配置 首先确定中功率光纤激光切割机切割 8毫米厚碳钢所用的配置。 切割设备是武汉高能激光 生产的型号为 CFD3015-B光纤激光切割机,切割头型号 LM213,准直焦距 75毫米,聚焦焦距 125 毫米,切割软件采用柏楚 CypCut激光切割控制软件,切割气阀采用比例阀,切割喷嘴采用直 径2毫米双层喷嘴。 2.确定 8mm厚碳钢板切割工艺参数 2.1切割图形( 见图1) 图1 切割图形 2.2 具体切割工艺参数( 见表1) 表1 切割参数 切割 速度 焦点 位置 切割 高度 切割 气体 切割 气压 穿孔 方式 穿孔 气压 穿孔 频率 穿孔 气体 13 mm/s +3.2 mm 0.8m m 氧气 0.05 MPa 渐进 穿孔 0.