A1002焊条化学成分文献

 焊条制造用盘条钢丝化学成分
焊条制造用盘条钢丝化学成分
焊条制造用盘条钢丝化学成分
焊条制造用盘条钢丝化学成分
 20钢管化学成分
20钢管化学成分
20钢管化学成分
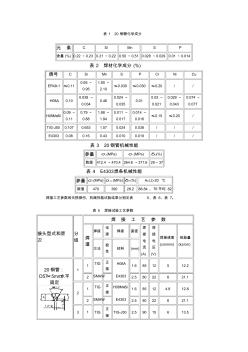
表 1 20 钢管化学成分 元 素 C Si Mn S P 含量 (%) 0.22 ~0.23 0.21 ~0.22 0.50 ~0.51 0.028 ~0.029 0.01 ~0.014 表 2 焊材化学成分 (%) 牌号 C Si Mn S P Cr Ni Cu ER49-1 ≤0.11 0.65 ~ 0.95 1.80 ~ 2.10 ≤0.030 ≤0.030 ≤0.20 / / H08A 0.10 0.038 ~ 0.034 0.46 0.024 ~ 0.035 0.01 0.02 ~ 0.021 0.029 ~ 0.043 0.074 ~ 0.077 H08Mn2Si 0.09 ~ 0.11 0.79 ~ 0.88 1.88 ~ 1.94 0.011 ~ 0.017 0.014 ~ 0.016 ≤0.15 ≤0.20 / TIG-J50 0.107 0.653 1.57 0.02