DWG-2A电动液压弯管机文献

 液压弯管机支承部件设计
液压弯管机支承部件设计
液压弯管机支承部件设计
液压弯管机一种新型的具有弯管功能及起顶功能的弯管工具。具有结构合理、使用安全、操作方便、价格合理、装卸快速、便于携带、一机多用等众多优点,在国内液压弯管机市扬占据很大份额,主要用于工厂、仓库、码头、建筑、铁路、汽车等安装管道和修理。文章对液压弯管机支承部件进行设计。
 液压弯管机,手动液压弯管工具中文参数和使用说明书
液压弯管机,手动液压弯管工具中文参数和使用说明书
液压弯管机,手动液压弯管工具中文参数和使用说明书
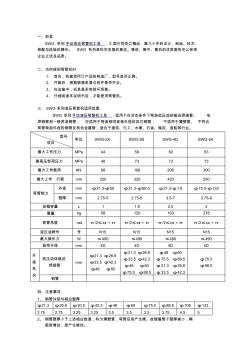
一、前言 SWG 系列手动液压弯管机工具 ,汇国内同类之精品,集几十年的设计、制造、技术、 装配与经验的精华。 SWG 系列是科学发展的象征。售前、售中、售后的优质服务充公体现 企业之优良品质。 二、当你接到弯管机时 1、 首先,检查您所订产品的制造厂、型号是否正确。 2、 开箱后,根据装箱单清点附件是否齐全。 3、 在运输中,机具是否有损坏现象。 4、 仔细阅读本说明书后,才能使用弯管机。 三、 SWG 系列液压弯管机适用范围 SWG 系列手动液压弯管机工具 ,适用于在冷态条件下弯曲低压流体输送焊接管、 电 焊钢管和一般用途钢管, 亦适用于弯曲相同规格外径的其它钢管; 不适用于薄壁管、 不符合 弯管弯曲外径的钢管及有色金属管;适合于建筑、化工、水暖、石油、煤炭、造船等行业。 型号 项目 单位 SWG-2A SWG-3B SWG-4D SWG-5A 最大工作压力 MPa 44 59 62