选择特殊符号
选择搜索类型
请输入搜索

FPC磁性载具优势
FPC磁性载具
1.选择进口合金材料:平整度好高温状态稳定
2.耐高温磁铁(300度)保证回流焊过程永磁
3.特种钢片加磁处理弹性好高温不变形
FPC磁性载具性能
1.因为钢片在FPC表面压平,FPC回流时减少焊锡流动,保证焊接质量稳定,减少不良。
2.在材料选择上保证,托盘寿命
3.操作简单,方便,稳定性高
4.隔热,防止FPC变形
磁性回流焊托盘对比硅胶板对比
1.稳定性:磁性回流焊托盘在钢片磁性状态对FPC压平,为物理过程,磁性可依据要求增加或减少,不会因温度.时间等因素改变,较稳定。硅胶板采用化学作用,会在温度.时间等条件下改变,稳定性不足。尤其在使用一定时间后出现粘性下降,和使用期间未清洁时粘性下降。造成FPC过回流焊时基板变形。影响焊接质量。
2.寿命:磁性回流焊托盘采用的材质,工作原理为物理过程,均为耐高温材料,只要不是破坏和事故状态可以永久使用。硅胶板在使用过程中,采用化学过程,硅胶材料在使用过程会老化,包括日本材料没有超过1000次回流。成本非常高。
3.质量:磁性回流焊托盘在工作时同时对FPC进行隔热保护,取板时不会对FPC破坏。硅胶板在使用过程为保证FPC的平整,有一定黏性,但在取板时会黏住PPC造成取板困难和FPC变形
磁性回流焊托盘对比普通托盘
1.质量:磁性回流焊托盘因为钢片在FPC表面压平,FPC回流时减少焊锡流动,保证焊接质量稳定,减少不良。普通托盘只能在四周使用高温胶纸,在回流焊过程,容易造成FPC中间变形,锡水外溢,造成焊接不良。影响质量。同时磁性回流焊托盘可以减少在取板时高温胶纸黏住PPC造成取板困难和FPC变形
2.成本:磁性回流焊托盘,使用方便减少前人员,和后段撕胶纸人员,同时减少高温胶纸
的用量。一次投资较大。对于量产产品,成本具有优势。
阻燃管一般是按延长米计量的
磁性锁是这样构成的,锁芯里面装有弹子(就像头一样的小铜棍),每个弹子的根部配有一块磁石,根据磁石N极或F极不同排列构成不同的的锁芯序列,一般一把锁芯配有7块磁石,也就是7个弹子,钥匙上面也装有7块小磁...
铝基板(金属基散热板(包含铝基板,铜基板,铁基板))是一种独特的金属基覆铜板(结构见下图),它具有良好的导热性、电气绝缘性能和机械加工性能。 福斯莱特铝基板图片(20张) 编辑本段特点 ●采用表面贴装...

 顶装磁性浮子液位计的应用和概述
顶装磁性浮子液位计的应用和概述
顶装磁性浮子液位计的应用和概述
顶装磁性浮子液位计的应用和概述 磁性浮子液位计有两种安装方式, 侧装和顶装。顶装磁性浮子液位计是为了 应对地埋罐,和不方便侧面安装液位计的各种容器, 直接安装于顶部便于液位的 测量。广泛适用于石油、化工、冶金、电力、轻工及医药等行业和部门。 结构原理 液位计根据浮力原理和磁性耦合作用研制而成。当被测容器 中的液位升降 时,液位计本体管中的磁性浮子也随之升降, 浮子 内的永久磁钢通过磁耦合传递到 磁翻柱指示器,驱动红、白翻柱 翻转 180°,当液位上升时翻柱由白色转变为红色, 当液位下降时翻柱由红色转变为白色,指示器的红白交界处为容器内部液位的实际 高度,从而实现液位清晰的指示。 顶装式磁翻板位计直接安装于容器顶部,通过浮球随液面(或界面)的上下 移动带动磁性连杆上下移动,由磁性连杆内的磁钢利用磁耦合原理驱动磁性翻板指 示器,用红蓝两色(液红气蓝)明显直观地指示出工艺容器内的液位或界位,可远
 FPC
FPC
FPC
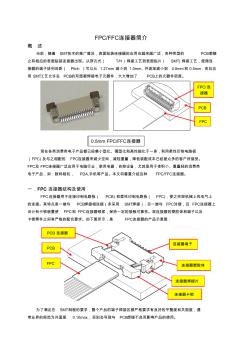
0.5mm FPC/FFC连接器 FPC PCB FPC/连 接器 FPC PCB PCB 连接器 连接器端子 连接器塑胶体 连接器焊接片 连接器卡锁 FPC/FFC连接器简介 概 述 当前,随着 SMT技术的推广普及,表面贴装连接器的应用也越来越广泛,各种类型的 PCB都随 之有相应的表面贴装连接器出现。从穿孔式( T/H)焊接工艺到表面贴片( SMT)焊接工艺,使得连 接器的端子排列间距( Pitch )可以从 1.27mm 减小到 1.0mm,并逐渐减小到 0.8mm和 0.5mm,而且应 用 SMT工艺允许在 PCB的双面都焊接电子元器件,大大增加了 PCB上的元器件密度。 现在各类消费类电子产品都已经集小型化、薄型化和高性能化于一身,利用柔性印制电路板 (FPC)及与之相配的 FPC连接器来减少空间,减轻重量,降低装配成本已经被众多的客户所接受。 FPC及 FPC连接器广
1.使用寿命长,模具精密度高
2.有效地提高产能,为客户创造利益
3.大大减少人工剪板时的人为不良因素
4.专为PCB、FPC基板和组装好的PCB、FPC提供精密分板
5.用于PCB、FPC线路板分板之用
6.整套模具结构保用30万次
应用于电子行业如手机板,内存卡,手机软线路等分割。
本人认为PFC模具设计应注意以下几点:
①模具钢材的选用
②模具厂制作工艺水平
③模具的结构设计
④模具穴数的多少
⑤模具定位PIN的布局
⑥模具的预涨预缩
1.模具钢材的选用
目前市场钢材很多,国产的,进口的种类繁多,但大部分厂家都使用进口的,如:日本HITACHI,瑞典ASSAB,德国SSE,奥地利BOHLER,普通反映效果都较好,作为FPC模具选用肯定是优质模具专用钢材,要求硬度较高,淬透性好,线切割应力小,如日本:SKD61,SKD11。
2.模具厂制作工艺
由于FPC要求的形状精度和位置精度要求都很高,所以对模具的本身的加工工艺提出的高要求,一般来讲都要求慢走丝进行线切割,线切割的质量是影响模具使用效果的重要因素之一,这跟机器的等级和工人的技术水平密切相关,而模具的组立过程则是工艺过程后段重点,相当关键。而同时还应该考虑的是热处理时模具公模,母模要求相差8-10度,便于修模。
3.模具结构设计
模具结构设计是五金冲模中比较简单的,分落料型,面出型,对于冲盖膜,热固胶膜,冲电镀线,PI及FR4等加强片时用落料型,因为这些物料都不易变形,而且效率也较高;对于外形为了保证不变形,再加上往往都有机构孔,都采用面出型;另外不锈钢补强片由于采取落料会引起变形所以都采用面出型的。
4.模具穴数的多少
为了达到产能,效率穴位当然越多越好,但由受到冲床平台大小限制及模具稳定性的影响及FPC基材本身安定性的影响,产品形状导致的排版数量,同时还要考虑到模具成本及结构是否合理,对于公差要求高的产品,一般来讲FPC模具一出一,一出二比较常见。
5.模具定位PIN的布局
定位PIN的作用起到定位待冲产品。冲压模具要求受力要平衡,FPC模具也不例外,模具外形应该尽量开在模具中间,所以定位PIN的位置也应该尽量分布在产品的周围。但同时也要考虑到产品本身要求的地方,比如手指及中心距公差要求特别要求严格的地方,定位PIN尽量靠近。
6.模具的预涨预缩
对于产品公差要求高的地方,特别是金手指,如果要求在 /-0.05MM,由于模具很难达到此公差,就需要对模具作技术处理,且考虑到模具使用一定程度后会磨损,对模具手指部分进行单边预缩0.02,要求模具加工厂在加工时就预缩2条,经过技术处理后不良,仅手指不良率只到1%左右,如果不技术处理有10%以上的不良。2100433B
FPC分板机