作者:张 彬 程文俊 毛春生 苗慧霞 李胜利
单位:山东电力建设第一工程公司
来源:《金属加工(冷加工)》杂志
为满足坡口板试件的下料加工,应用GZ-4250型卧式金属带锯床下料,仅能进行无角度即90°垂直切割,无法锯切其他角度的工件。只能先锯割后再采用其他方式加工出坡口,严重影响了工件的下料和培训进度。
由于传统的加工方法费时、费料且精度低,购置新型设备的费用较高,因此对锯床进行优化设计和改造,以提供合格的坡口板,进而提高生产效率和材料利用率,减少人力资源的浪费,为公司降本增效。

以往坡口板加工方式
以往坡口板的常规加工方法为火焰切割、火焰切割+铣床铣、火焰切割+刨床刨和锯床锯割+刨床刨这四种。且当每块板剩余宽度不足70mm时,将不再进行坡口加工使用。
以300×125mm、δ12mm的Q235钢板为例,分别制备1块V形板,对以上四种方法进行比较(见表1)。


改装前该型锯床的应用特点
(1)GZ-4250型卧式锯床(见图1)的结构组成和工作原理。锯床由床身、工作台、主传动装置、锯带张紧机构、工作夹紧机构、锯带导向装置和冷却系统组成。机床传动采用涡轮变速箱,通过调节皮带可以变换锯条的行进速度;液压五级调速调整锯架进给速度,能满足切割不同材料的需要。工件夹紧采用液压方式,大大降低了劳动强度,通过手动转阀进行操作实现夹紧与松开,增加了工作的安全性。

图1 GZ-4250型卧式锯床
(2)下料加工时效高、成本低廉,但该型锯床的锯带切割方向、夹具已固定(见图2)。锯床自带夹具,只能垂直向下加工,无法加工出坡口,只能先锯割后再采用其他方式加工出坡口。而通过调查,发现目前市场上尚无此类型的斜口夹具。
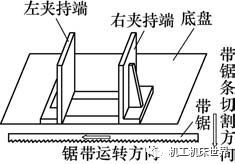
图2 锯床自带夹具

斜口夹具装置设计原理
通过研究分析锯床的锯带和自带夹具,锯带的角度不可调整,但可采用某种装置改变试件与锯带间的角度。工作夹紧机构可夹固长度0~780mm范围内的工件,且不影响锯床的正常运转,因此可在工作夹紧机构上放置一斜口夹具装置。该装置由固定部分、夹持部分及角度调节部分组成,设计制作方案如表2所示。

通过斜口夹具装置改变工件的放置角度,从而达到改变工件与锯带的角度的目的,进而切割出合格的坡口板。

斜口夹具装置制作
(1)固定装置,设计合理的框架结构(见图3),选取厚度为12mm和30mm的Q235钢板,进行焊接组合连接,加工制作夹具。

图3 固定装置
(2)夹持装置,将千斤顶部分安装在固定装置中,顶端加装一块支撑板电动液压油泵安放于锯床操作台旁,使用锯床自带夹紧机构将斜口夹具夹持固定。
(3)角度调节装置,对夹具底座加装转轴,在侧板开可旋转90°的弧形沟槽,将螺母焊接在内侧支撑板。使用磁角定位器测量其度数,螺栓调节角度并固定。
制作完成的斜口夹具如图4所示。

图4 制作完毕的斜口夹具
1、7、12、13、14.12mm厚钢板 2.30mm厚钢板
3.千斤顶 4.移动支撑板 5.待锯割试件 6、11.螺栓
8.挡板 9.转轴机构 10.千斤顶底座 15.接电动高压油泵

斜口夹具装置工作原理
将装置夹持在锯床自带夹具上(见图5),制备试件时把待加工坡口板放在斜口夹具上,通过电动液压千斤顶夹紧。此时放置在斜口夹具上的工件与锯带切割方向形成的夹角(小于90°)与所需要的坡口角度互余,开动锯床即可加工出符合角度要求的坡口板。
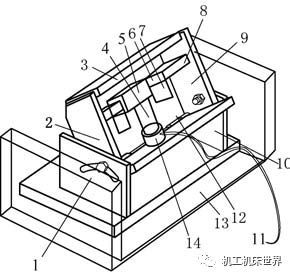
图5 斜口夹具安放示意图
1.螺栓 2、8、9、10.12mm厚钢板
3.30mm厚钢板 4.千斤顶 5.移动支撑板
6.待锯割试件 7.挡板 11.接电动高压油泵
12.转轴机构 13.锯床自带夹具
14.千斤顶底座

该斜口夹具装置应用特点
(1)一次成形,加工出合板,试件无变形,还可以加工不锈钢和有色金属。坡口板表面光滑,无毛刺、沟纹及淬硬层,焊工领取试件后只需简单打磨即可焊接。
(2)提高了工作效率,降低人工成本(见表3)。

(3)提高了材料有效利用率(见表4)。


结语
通过应用实践证明,G Z -4250型卧式锯床采用斜口夹具装置所加工的工件坡口角度均能满足技术要求,速度快、质量好且成本低,保证了工作的正常进行,获得了较高的社会效益。
该夹具具有结构简单、定位精确、紧固安全可靠、易调节、生产效率高、易制作和造价低等特点,且已获得国家实用新型专利授权,值得在社会中推广应用。

 转角度卧式金属带锯床的设计与研究
转角度卧式金属带锯床的设计与研究
 半自动卧式金属带锯床安全技术操作规程
半自动卧式金属带锯床安全技术操作规程