选择特殊符号
选择搜索类型
请输入搜索

英制 | 米制 | 线材号 | 推荐电流(安培) |
3/32″ | 2.4mm | 12 | 150-250 |
1/8″ | 3.2mm | 10 | 250-350 |
5/32″ | 4.0mm | 8 | 275-400 |
3/16″ | 4.8mm | 6 | 300-500 |
用交流焊机或直流焊机,将焊条放入焊夹中。按照下表调整电流,现在一块废金属上引弧,然后除掉多余不要的金属。
保持电极对基体金属在一很开进的角度,并在行进方向推入工作表面。与基体金属仅有15°角最为有效。可以用较低的电流,但是较高的电流将以较快的速度去除掉更多的金属。
E7018焊条,相当于国内牌号R106Fe: 化学成分 C
型号E5015,牌号J507 属于低氢钠型低合金结构钢焊条。用于Q345R级别低合金容器钢焊接,以及Q345级别,对焊缝韧性,抗裂性,强度等要求较高的重要结构件焊接。
在手工电弧焊时采用紫铜焊条铜107,焊芯为紫铜(T2,T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。
万能100具有着独特的喷射作用,能在几秒钟之内去除各类不需要的金属。甚至对难切割的金属如青铜、不锈钢、铸铁及锰钢也能安全地使用。万能100是有芯丝涂以放热性作用的涂层构成。这种涂层有绝热材料防止电极过热,即使它在高电流下使用。
外部涂层以芯丝减少的速率熔化在焊条的尖端形成一柑锅。当熔化时,涂层中含有的稀有化学物产生高速气体造成"喷发"作用。焊条产生的热量熔化基体金属而高速度的气体蒸汽流吹走熔化的金属留下一整法的切口。
万能100的芯材是一种特殊的芯丝,这种芯丝是在严格的条件下制造,其硫、碳和磷保持在很低的含量,因此万能100对敏感的金属可安全地使用而没有污染基体金属的危险。
在各个维修车间每天有上百次使用万能100,在焊接前去除裂纹和断口、去除不需要的焊缝、分割开要焊接的部件、任何地方需要的切槽。
1. 对焊接理想的准备工作是用万能100作出一U形槽。它不会像氧乙炔焰倒棱那样封住裂纹。
2. 万能100比氧乙炔割槽快得多,而比气铲快近10倍。这种电极安静地去除金属并且费用最低,它不要求特殊的设备或氧气。只用任何一种普通的交流或直流焊机一个把标准焊钳。
3. 万能100无噪音地去除不要的金属,避免工人像用气铲那样收到震耳欲聋的锤击声。而万能100使工业噪声污染保持最低。过度的噪音能够造成多种神经疾病对工作效率有不利的影响。
万能100对各类金属都是快速而经济的割槽和盗棱工具。
产品型号: | 万能100 |
产品名称: | 开槽焊条 |
焊接电源: | AC-DC SP |

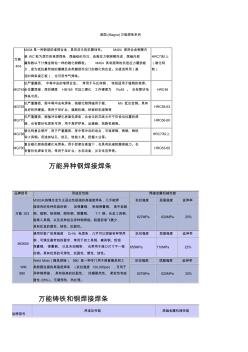 美国(Magna)万能焊条
美国(Magna)万能焊条
美国(Magna)万能焊条
美国 (Magna)万能焊条系列 万能 404 M404 是一种新型的堆焊合金,具有非凡的抗磨蚀性。 M404 是用合金钢管内 装 WC 粒为焊芯的堆焊焊条,焊缝组织均匀,由高拉力钢溶解而成,焊缝内部 藏有数以千计像金刚钻一样的碳化物颗粒。 M404 具有超常的抗低应力磨损能 力,是为抵抗最苛刻的磨擦及各类磨损而设计的碳化钨合金。交直流两用(直 流时焊条接正极),也可用作气焊条。 HRC70以上 (碳化钨 粒) MG745 抗严重磨损、 中等冲击的堆焊合金。 常用于马氏体钢, 特别适用于锰钢的堆焊。 全位置焊接,焊后硬度 HB165 可加工硬化,工作硬度为 Rc48 。 也有管状电 焊条可用。 HRC48 MG765 抗严重磨损、耐中等冲击电焊条,铬碳化物焊缝用于碳、 Mn 低合金钢。具有 良好的热硬度。常用于采矿业、道路机械、铁破碎机滚筒等 HRC58-63 M
 LED射灯产品图片及参数
LED射灯产品图片及参数
LED射灯产品图片及参数
厦门华炜电子工贸有限公司 LED射灯, LED车铝射灯 产品图片 (Picture) 产品名称 (Name) 各类参数 忒片 色温 (Color) LED PAR30车铝射灯 额定电压: AC85-265V 晶元 2700-7000K 功率: 5W 灯具尺寸: Φ95*H100mm 底座类型 :E27 光通量: 450流明 LED数量: 5颗 材料:车铝 LED PAR30车铝射灯 额定电压: AC85-265V 晶元 2700-7000K 功率: 7W 灯具尺寸: Φ95*H100mm 底座类型 :E27 光通量: 630流明 LED数量: 7颗 材料:车铝 LED PAR38车铝射灯 额定电压: AC85-265V 晶元 2700-7000K 功率: 9W 灯具尺寸: Φ120*H125mm 底座类型 :E27 光通量: 810流明 LED数量: 9颗
根据不同情况,电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。按照焊条的用途,有两种表达形式,一为原机械工业部编制的的,可以将电焊条分为:结构钢焊条、耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。二为国家标准规定,为碳钢焊条,低合金焊条、不锈钢焊条、堆焊焊条、铸铁焊条、铜及铜合金焊条、铝及铝合金焊条。二者没有原则区别,前者用商业牌号表示,后者用型号表示。如果按照焊条药皮的主要化学成分来分类,可以将电焊条分为:氧化钛型焊条、氧化钛钙型焊条、钛铁矿型焊条、氧化铁型焊条、纤维素型焊条、低氢型焊条、石墨型焊条及盐基型焊条。如果按照焊条药皮熔化后,熔渣的特性来分类,可将电焊条分为酸性焊条和碱性焊条。酸性焊条药皮的主要成分为酸性氧化物,如二氧化硅、二氧化钛、三氧化二铁等。碱性焊条药皮的主要成分为碱性氧化物,如大理石、萤石等。电焊条的分类方法很多,可分别按用途、熔渣的碱度、焊条药皮的主要成分、焊条性能特征等不同角度对电条进行分类。按用途分类我国现行的焊条分类方法,主要是根据焊条国家标准和原机械工业部编制的《焊接材料产品样本》。焊条型号按国家标准分为8类,焊条牌号按用途分为10类。
主要是根据焊接熔渣的碱度,即按熔渣中碱性氧化物与酸性氧化物的比例来划分。
药皮中含有大量的TiO2、SiO2等酸性造渣物及一定数量的碳酸盐等,熔渣氧化性强,熔渣碱度系数小于1。酸性焊条焊接工艺性好,电弧稳定,可交、直流两用,飞溅小、熔渣流动性和脱渣性好,熔渣多呈玻璃状,较疏松、脱渣性能好,焊缝外表美观。酸性焊条的药皮中含有较多的二氧化硅、氧化铁及氧化钛,氧化性较强,焊缝金属中的氧含量较高,合金元素烧损较多,合金过渡系数较小,熔敷金属中含氢量也较高,因而焊缝金属塑性和韧性较低。
药皮中含有大量的碱性造渣物(大理石、萤石等),并含有一定数量的脱氧剂和渗合金剂。碱性焊条主要靠碳酸盐(如CaCO3等)分解出CO2作保护气体,弧柱气氛中的氢分压较低,而且萤石中的氟化钙在高温时与氢结合成氟化氢(HF),降低了焊缝中的含氢量,故碱性焊条又称为低氢型焊条。采用甘油法测定时,每100g熔敷金属中的扩散氢含量,碱性焊条为1~8mL,酸性焊条为17~50mL。碱性渣中CaO数量多,熔渣脱硫的能力强,熔敷金属的抗热裂纹的能力较强。而且,碱性焊条由于焊缝金属中氧和氢含量低,非金属夹杂物较少,具有较高的塑性和冲击韧性。碱性焊条由于药皮中含有较多的萤石,电弧稳定性差,一般多采用直流反接,只有当药皮中含有较多量的稳弧剂时,才可以交、直流两用。碱性焊条一般用于较重要的焊接结构,如承受动载荷或刚性较大的结构。
按性能分类的焊条,都是根据其特殊使用性能而制造的专用焊条,如超低氢焊条、低尘低毒焊条、立向下焊条、躺焊焊条、打底层焊条、高效铁粉焊条、防潮焊条、水下焊条、重力焊条等。
有碳钢电焊条、纤维素电焊条、低合金钢电焊条、不锈钢电焊条、低温钢电焊条、钼及铬钼耐热钢电焊条、镍及镍合金电焊条、堆焊电焊条、铸铁电焊条。
根据不同情况,电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。
按照焊条的用途,可以将电焊条分为:结构钢焊条、耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。
如果按照焊条药皮的主要化学成分来分类,可以将电焊条分为:氧化钛型焊条、氧化钛钙型焊条、钛铁矿型焊条、氧化铁型焊条、纤维素型焊条、低氢型焊条、石墨型焊条及盐基型焊条。
如果按照焊条药皮熔化后,熔渣的特性来分类,可将电焊条分为酸性焊条和碱性焊条。酸性焊条药皮的主要成分为酸性氧化物,如二氧化硅、二氧化钛、三氧化二铁等。碱性焊条药皮的主要成分为碱性氧化物,如大理石、萤石等。