MAGNA305焊条产品信息:文献

 美国(Magna)万能焊条
美国(Magna)万能焊条
美国(Magna)万能焊条
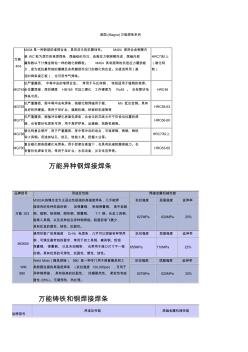
美国 (Magna)万能焊条系列 万能 404 M404 是一种新型的堆焊合金,具有非凡的抗磨蚀性。 M404 是用合金钢管内 装 WC 粒为焊芯的堆焊焊条,焊缝组织均匀,由高拉力钢溶解而成,焊缝内部 藏有数以千计像金刚钻一样的碳化物颗粒。 M404 具有超常的抗低应力磨损能 力,是为抵抗最苛刻的磨擦及各类磨损而设计的碳化钨合金。交直流两用(直 流时焊条接正极),也可用作气焊条。 HRC70以上 (碳化钨 粒) MG745 抗严重磨损、 中等冲击的堆焊合金。 常用于马氏体钢, 特别适用于锰钢的堆焊。 全位置焊接,焊后硬度 HB165 可加工硬化,工作硬度为 Rc48 。 也有管状电 焊条可用。 HRC48 MG765 抗严重磨损、耐中等冲击电焊条,铬碳化物焊缝用于碳、 Mn 低合金钢。具有 良好的热硬度。常用于采矿业、道路机械、铁破碎机滚筒等 HRC58-63 M
 MAG焊丝
MAG焊丝
MAG焊丝
详细介绍: 碳钢及低合金钢用 MAG焊丝 CHW-65A 产品描述 : CHW-65A 符合: GB ER55-G 相当: AWS ER80S-G 说明:CHW-65A是 600MPA级低合金高强钢用气保焊丝。 具良好的全位置焊接工艺性能, 焊丝在立、 仰、 横等位置也有良好的可焊性,满足了诸如水工大型钢结构、船舶、电站、锅炉、石化等大型焊接产品 的现场生产、安装的焊接需要。 用途:采用富氩混合气体保护广泛用于水工大型钢结构、船舶、电站、锅炉及压力容器、石油化工、 工程机械、、起重运输设备等各领域 600Mpa级低合金高强钢的焊接,如 HITEN610U2、62CF、15MnVN、 BHW35等相应强度级别的钢材。 焊丝化学成份典型值( %): C Mn Si S P Cr Mo Cu TiB 0.