选择特殊符号
选择搜索类型
请输入搜索
万能66可获得幼稚的焊焊接头,设计良好的接头肯定不会断裂。万能66有特高的延伸率,具有出色的剪切强度,低熔点,良好的流动性而不成“球”。
使用万能66使你只需存储一种银焊焊合金就足以应付各种维修作业,万能66可用来替代几种不同类型的普通生产型的普通生产型的银焊焊料。
众所周知普通的银焊焊料在生产中被广泛地使用,它们的化学配方很多,然而每种不同的配方设计都是为了某一种使用目的,像用于铜管与铜管焊接,在生产时人们为了一种生产目的从中选取适用的一种银焊料。
然而在为序中其要求则完全不同,维修人员所面对的是全无控制条件的复杂情况,普通生产用焊焊料是单纯为一种使用目地而设计的,由于它们应用范围有限,全然不能适用于维修作业。
一种普通的因焊焊料可能在铜与硅青铜上表示出高的强度,但是在铜与铝青铜上则是低的强度,对铜与镍为中等强度,而在不锈钢上则是很差的强度。万能66银焊焊料对所有的金属像不锈钢、Monel合金、钢、铜、青铜、黄铜,实际上除了像锌这类白色金属以外的作业效果都是优等的。
万能66被认为是所有银合金中最通用的。它与钢、不锈钢、铜、Monel合金、碳化钨实际上对所有的普通金属都有极好的亲和力。万能66由于它的异乎寻常高的延展性能将膨胀系数不同的金属焊到一起。
MAGNA66F焊条是一种通用的专为维修使用而设计的银焊焊合金。
J506是低氢钾型焊条,它是一种碱性焊条,可以焊接结构钢材几典型的Q235等钢材,其抗拉强度相对于E4315等普通焊条大得多,所以一般焊接受力较大或受动载荷的钢结构焊接。J506焊条直径从2.5mm到...
1)506焊条属于碱性焊条比422难引弧,采用直流焊机进行焊接比交流焊机容易焊些,焊前应当放在烘箱里烘干,烘箱的温度应调为350摄氏度,时间为一小时左右。采用直流反接进行焊接。直流焊机和交流焊机的区别...
D256为低氢型高锰钢堆焊焊条,经350°C温度烘烤2,5--3小时,保温为150°C
| 产品型号: | 万能66 |
| 产品名称: | 银、铜、锌气焊条 |
| 拉力p.s.i.: | 67,000(47.1) |
| 焊接温度: | 604-626 |
用常规的银焊焊方法无特殊技术要求,像所有的银焊焊一样,要清洁金属越干净越好,用机械或钢丝刷清除掉绣皮,用刷子刷上万能66焊剂,将氧乙炔焰调制还原焰(乙炔过量),通常用比焊钢时大两号的焊咀。保持火焰均速移动,大范围地加热。为的就是要使整个焊接区受热均匀,当焊剂熔化成液体时(大约1000℉或537℃),往接头上加万能66合金,用火焰推动熔化的合金进入接头内。
万能66被认为是所有的银焊焊料中最好的。众所周知,普通焊焊剂都含有硼砂,而硼砂需要高温才能激活,在加热时,硼砂的气派在金属桑下会均匀地单开,于是便留下了没有焊上的孤岛。而万能66焊剂是不含硼砂的,新的一代组分,包括靠加热三氧化硼与镁粉成的一种非常特殊的化合物,使这种焊剂具有不同寻常宽的温度范围。
万能66溶解氧化物并将杂质付出以减少表面张力,因而使熔化的焊焊材料更深地头巾几乎所有普通金属的晶粒间界,而使难于焊焊的金属如碳化钨,碳化钛,碳化钽以及耐热金属,不锈钢都能焊接好。
| 英制 | 米制 | 线材号 |
| 1/16″ | 1.6mm | 16 |
| 3/64″ | 1.2mm | 18 |


 美国(Magna)万能焊条
美国(Magna)万能焊条
美国(Magna)万能焊条
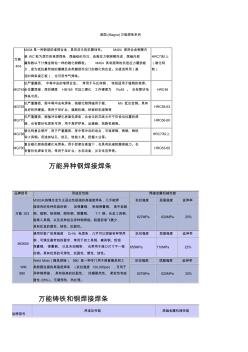
美国 (Magna)万能焊条系列 万能 404 M404 是一种新型的堆焊合金,具有非凡的抗磨蚀性。 M404 是用合金钢管内 装 WC 粒为焊芯的堆焊焊条,焊缝组织均匀,由高拉力钢溶解而成,焊缝内部 藏有数以千计像金刚钻一样的碳化物颗粒。 M404 具有超常的抗低应力磨损能 力,是为抵抗最苛刻的磨擦及各类磨损而设计的碳化钨合金。交直流两用(直 流时焊条接正极),也可用作气焊条。 HRC70以上 (碳化钨 粒) MG745 抗严重磨损、 中等冲击的堆焊合金。 常用于马氏体钢, 特别适用于锰钢的堆焊。 全位置焊接,焊后硬度 HB165 可加工硬化,工作硬度为 Rc48 。 也有管状电 焊条可用。 HRC48 MG765 抗严重磨损、耐中等冲击电焊条,铬碳化物焊缝用于碳、 Mn 低合金钢。具有 良好的热硬度。常用于采矿业、道路机械、铁破碎机滚筒等 HRC58-63 M
 MAG焊焊接接头的研究
MAG焊焊接接头的研究
MAG焊焊接接头的研究
MAG焊焊接接头的研究 通过理论分析和焊接对比试验, 提出了适合 MAG焊焊接特点的焊接接头设计的一 些原则,这些原则对提高焊接生产率,降低成本,具有较大的实用价值。 1提出问题 MAG(Metal Aative Gas ARE Welding) 焊是熔化极活性气体保护电弧焊的英文简 称。它是在氩气中加入少量的氧化性气体(氧气 ,二氧化碳或其混合气体)混合 而成的一种混合气体保护焊。 目前我国常用的是 80%Ar+20%二氧化碳的混合气体, 由于混合气体中氩气占的比例较大,故常称为富氩混合气体保护焊。 MAG焊既有 氩弧焊的特点,如电弧稳定、飞溅少,易获得喷射过渡,又具有氧化性,克服了 纯氩弧焊时表面张力过大,液体金属粘稠,斑点漂移等问题,改善了焊缝成形。 同时在氩气中加入的二氧化碳, 加剧了电弧中的氧化反应, 氧化反应放出的热量, 增加了熔深,提高了焊丝熔化系数。 因此 MAG焊现已在焊
根据不同情况,电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。按照焊条的用途,有两种表达形式,一为原机械工业部编制的的,可以将电焊条分为:结构钢焊条、耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。二为国家标准规定,为碳钢焊条,低合金焊条、不锈钢焊条、堆焊焊条、铸铁焊条、铜及铜合金焊条、铝及铝合金焊条。二者没有原则区别,前者用商业牌号表示,后者用型号表示。如果按照焊条药皮的主要化学成分来分类,可以将电焊条分为:氧化钛型焊条、氧化钛钙型焊条、钛铁矿型焊条、氧化铁型焊条、纤维素型焊条、低氢型焊条、石墨型焊条及盐基型焊条。如果按照焊条药皮熔化后,熔渣的特性来分类,可将电焊条分为酸性焊条和碱性焊条。酸性焊条药皮的主要成分为酸性氧化物,如二氧化硅、二氧化钛、三氧化二铁等。碱性焊条药皮的主要成分为碱性氧化物,如大理石、萤石等。电焊条的分类方法很多,可分别按用途、熔渣的碱度、焊条药皮的主要成分、焊条性能特征等不同角度对电条进行分类。按用途分类我国现行的焊条分类方法,主要是根据焊条国家标准和原机械工业部编制的《焊接材料产品样本》。焊条型号按国家标准分为8类,焊条牌号按用途分为10类。
主要是根据焊接熔渣的碱度,即按熔渣中碱性氧化物与酸性氧化物的比例来划分。
药皮中含有大量的TiO2、SiO2等酸性造渣物及一定数量的碳酸盐等,熔渣氧化性强,熔渣碱度系数小于1。酸性焊条焊接工艺性好,电弧稳定,可交、直流两用,飞溅小、熔渣流动性和脱渣性好,熔渣多呈玻璃状,较疏松、脱渣性能好,焊缝外表美观。酸性焊条的药皮中含有较多的二氧化硅、氧化铁及氧化钛,氧化性较强,焊缝金属中的氧含量较高,合金元素烧损较多,合金过渡系数较小,熔敷金属中含氢量也较高,因而焊缝金属塑性和韧性较低。
药皮中含有大量的碱性造渣物(大理石、萤石等),并含有一定数量的脱氧剂和渗合金剂。碱性焊条主要靠碳酸盐(如CaCO3等)分解出CO2作保护气体,弧柱气氛中的氢分压较低,而且萤石中的氟化钙在高温时与氢结合成氟化氢(HF),降低了焊缝中的含氢量,故碱性焊条又称为低氢型焊条。采用甘油法测定时,每100g熔敷金属中的扩散氢含量,碱性焊条为1~8mL,酸性焊条为17~50mL。碱性渣中CaO数量多,熔渣脱硫的能力强,熔敷金属的抗热裂纹的能力较强。而且,碱性焊条由于焊缝金属中氧和氢含量低,非金属夹杂物较少,具有较高的塑性和冲击韧性。碱性焊条由于药皮中含有较多的萤石,电弧稳定性差,一般多采用直流反接,只有当药皮中含有较多量的稳弧剂时,才可以交、直流两用。碱性焊条一般用于较重要的焊接结构,如承受动载荷或刚性较大的结构。
按性能分类的焊条,都是根据其特殊使用性能而制造的专用焊条,如超低氢焊条、低尘低毒焊条、立向下焊条、躺焊焊条、打底层焊条、高效铁粉焊条、防潮焊条、水下焊条、重力焊条等。
有碳钢电焊条、纤维素电焊条、低合金钢电焊条、不锈钢电焊条、低温钢电焊条、钼及铬钼耐热钢电焊条、镍及镍合金电焊条、堆焊电焊条、铸铁电焊条。
根据不同情况,电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。
按照焊条的用途,可以将电焊条分为:结构钢焊条、耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。
如果按照焊条药皮的主要化学成分来分类,可以将电焊条分为:氧化钛型焊条、氧化钛钙型焊条、钛铁矿型焊条、氧化铁型焊条、纤维素型焊条、低氢型焊条、石墨型焊条及盐基型焊条。
如果按照焊条药皮熔化后,熔渣的特性来分类,可将电焊条分为酸性焊条和碱性焊条。酸性焊条药皮的主要成分为酸性氧化物,如二氧化硅、二氧化钛、三氧化二铁等。碱性焊条药皮的主要成分为碱性氧化物,如大理石、萤石等。