PLC编程算法一 开关量的计算
1、开关量也称逻辑量,指仅有两个取值,0或1、ON或OFF。它是最常用的控制,对它进行控制是PLC的优势,也是PLC最基本的应用。
开关量控制的目的是,根据开关量的当前输入组合与历史的输入顺序,使PLC产生相应的开关量输出,以使系统能按一定的顺序工作。所以,有时也称其为顺序控制。而顺序控制又分为手动、半自动或自动。而采用的控制原则有分散、集中与混合控制三种。这是用OMRON的开关量编写的一个"单按钮启停"程序。
2、 模拟量是指一些连续变化的物理量,如电压、电流、压力、速度、流量等。
PLC是由继电控制引入微处理技术后发展而来的,可方便及可靠地用于开关量控制。由于模拟量可转换成数字量,数字量只是多位的开关量,故经转换后的模拟量,PLC也完全可以可靠的进行处理控制。由于连续的生产过程常有模拟量,所以模拟量控制有时也称过程控制。模拟量多是非电量,而PLC只能处理数字量、电量。所有要实现它们之间的转换要有传感器,把模拟量转换成数电量。如果这一电量不是标准的,还要经过变送器,把非标准的电量变成标准的电信号,如4-20mA、1-5V、0-10V等等。同时还要有模拟量输入单元(A/D),把这些标准的电信号变换成数字信号;模拟量输出单元(D/A),以把PLC处理后的数字量变换成模拟量--标准的电信号。所以标准电信号、数字量之间的转换就要用到各种运算。这就需要搞清楚模拟量单元的分辨率以及标准的电信号。
例如:PLC模拟单元的分辨率是1/32767,对应的标准电量是0-10V,所要检测的是温度值0-100℃。那么0-32767对应0-100℃的温度值。然后计算出1℃所对应的数字量是327.67。如果想把温度值精确到0.1℃,把327.67/10即可。
模拟量控制包括:反馈控制、前馈控制、比例控制、模糊控制等。这些都是PLC内部数字量的计算过程。
3、 脉冲量是其取值总是不断的在0(低电平)和1(高电平)之间交替变化的数字量。每秒钟脉冲交替变化的次数称为频率。
PLC脉冲量的控制目的主要是位置控制、运动控制、轨迹控制等。例如:脉冲数在角度控制中的应用。步进电机驱动器的细分是每圈10000,要求步进电机旋转90度。那么所要动作的脉冲数值=10000/(360/90)=2500。
PLC编程算法二 模拟量的计算
1、 -10-10V。-10V-10V的电压时,在6000分辨率时被转换为F448-0BB8Hex(-3000-3000);12000分辨率时被转换为E890-1770Hex(-6000-6000)。
2、 0-10V。0-10V的电压时,在6000分辨率时被转换为0-1770Hex(0-6000);12000分辨率时被转换为0-2EE0Hex(0-12000)。
以上仅做简单的介绍,不同的PLC有不同的分辨率,并且您所测量物理量实现的量程不一样。计算结果可能有一定的差异。
注:模拟输入的配线的要求
1、使用屏蔽双绞线,但不连接屏蔽层。
2、当一个输入不使用的时候,将V IN 和COM端子短接。
3、模拟信号线与电源线隔离 (AC 电源线,高压线等)。
4、当电源线上有干扰时,在输入部分和电源单元之间安装一个滤波器。
5、确认正确的接线后,首先给CPU单元上电,然后再给负载上电。
6、断电时先切断负载的电源,然后再切断CPU的电源。
PLC编程算法三 脉冲量的计算
脉冲量的控制多用于步进电机、伺服电机的角度控制、距离控制、位置控制等。以下是以步进电机为例来说明各控制方式。
1、步进电机的角度控制。首先要明确步进电机的细分数,然后确定步进电机转一圈所需要的总脉冲数。计算"角度百分比=设定角度/360°(即一圈)""角度动作脉冲数=一圈总脉冲数*角度百分比。"
公式为:
角度动作脉冲数=一圈总脉冲数*(设定角度/360°)。
2、步进电机的距离控制。首先明确步进电机转一圈所需要的总脉冲数。然后确定步进电机滚轮直径,计算滚轮周长。计算每一脉冲运行距离。最后计算设定距离所要运行的脉冲数。
公式为:
设定距离脉冲数=设定距离/[(滚轮直径*3.14)/一圈总脉冲数]
3、步进电机的位置控制就是角度控制与距离控制的综合。
以上只是天天自动化简单的分析步进电机的控制方式,可能与实际有出入,仅供各位同仁参考。伺服电机的动作与步进电机的一样,但要考虑伺服电机的内部电子齿轮比与伺服电机的减速比。有些事情说起来比较简单,但实际应用就有难度了。请大家在实际的工作中领悟其中的道理

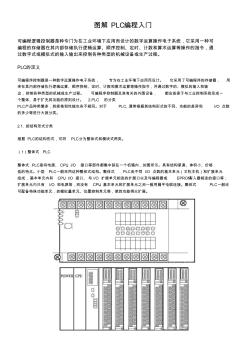 图解PLC编程入门
图解PLC编程入门