碳 C:0.25~0.35
硅 Si<0.40
锰 Mn<0.60
磷 P≤0.030
硫 S≤0.020 铬 Cr:2.0~3.0
钒 V:0.3~0.5
钨 W:9.0~10.0
-

选择特殊符号
选择搜索类型
请输入搜索
热加工规范 开始温度1100℃,终止温度900℃, 淬火规范 淬火温度800~850℃,硬50HRC。
供货状态及硬度 退火态,硬度≤255HBS。
为获得最高的硬度和尺寸稳定性,模具在淬火后立即深冷-70至-80℃,保持3-4小时,然后在回火处理,经深冷处理的工具或模具硬度比常规热处理硬度高1-3HRC。形状复杂及尺寸变化较大的零件,深冷处理有生产开裂的危险
模具或工件经氮化处理后,表面形成一层具有很高硬度和一定耐腐蚀性的硬化层组织。
碳 C:0.25~0.35
硅 Si<0.40
锰 Mn<0.60
磷 P≤0.030
硫 S≤0.020 铬 Cr:2.0~3.0
钒 V:0.3~0.5
钨 W:9.0~10.0
该钢采用低温淬火,模具也不易脆裂。该钢在高温回火以后,增加回火次数和保湿时间,或在500~600℃长时间进行化学热处理,如氮化处理等,都会使晶界杂质元素偏聚加剧。
该钢为SKS合金工具钢系中的热轧金属模具用钢,在高温下有较高的强度和硬度,抵抗冷热交变的耐疲劳性能好。
广泛用于压铸模具、用于热挤压、热镦模、精锻模具用钢。也适用于制作高温下,高应力但不受冲击负荷的凸模、凹模。可供做同时承受较大的压应力、弯应力和拉应力的模具。

碳素工具钢热处理工艺:1、普通退火加热温度760~780℃,炉冷。退火后,钢的硬度大为降低。2、正火加热温度820~840℃,空冷。3、高温回火加热温度650~700℃。4、淬火淬火介质:油,加热温度...
35钢属于调质钢(含碳0.25-0.5%),一般用淬火(840度左右)+高温回火(560度左右),得到回火索氏体。因为不属于合金钢,一般不用淬火+中温或低温回火。若想提高表面硬度,可以渗氮处理。
热处理:金属材料在固态下,通过加热、保温、冷却的手段,改变金属材料内部的组织状态,从而获得所需性能的一种热加工工艺。常用的方法有:1、退火:有完全退火、不完全退火、等温退火、球化退火、去应力退火、再结...

 高速工具钢热处理工艺
高速工具钢热处理工艺
高速工具钢热处理工艺
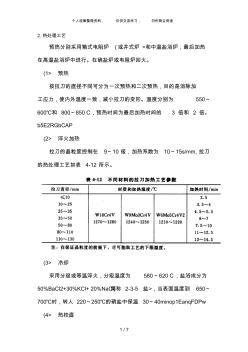
个人收集整理资料, 仅供交流学习, 勿作商业用途 1 / 7 2.热处理工艺 预热分别采用箱式电阻炉 (或井式炉 >和中温盐浴炉,最后加热 在高温盐浴炉中进行。在硝盐炉或电阻炉回火。 (1> 预热 按拉刀的直径不同可分为一次预热和二次预热,目的是消除加 工应力,使内外温度一致,减小拉刀的变形。温度分别为 550~ 600℃和 800~850 C,预热时间为最后加热时间的 3 倍和 2 倍。 b5E2RGbCAP (2> 淬火加热 拉刀的晶粒度控制在 9~10 级,加热系数为 10~15s/mm,拉刀 的热处理工艺如表 4-12 所示。 (3> 冷却 采用分级或等温淬火,分级温度为 580~620 C,盐浴成分为 50%BaCl2+30%KCl+ 20%NaCl(简称 2-3-5 盐>,当表面温度到 650~ 700℃时,转人 220~250℃的硝盐中保温 30~4
 对工具钢的热处理工艺优化设计分析
对工具钢的热处理工艺优化设计分析
对工具钢的热处理工艺优化设计分析
工具钢合金化目的是改变碳化物类型、提高淬透性、提高回火稳定性等,热处理工艺设计应尽可能地降低淬火应力、减小变形开裂及倾向和稳定内部组织。大尺寸工件整个热处理过程着重点就是针对降低变形开裂而采取的一系列措施。在工艺措施上,对于一般工件可经常采用预热、预冷,淬火常用等温、分级、双液淬火等方法,并需要及时回火。对于工具钢的合金化和热处理工艺设计,宜着眼于耐磨性与韧性的性能指标来优化。
执行标准(JIS G4404)
对应国产牌号:3Cr2W8V
对应德国牌号:X30WCrV53(1.2567)
对应美国牌号:H21
对应英国牌号:BH21,BH21A
对应法国牌号:3543Z30WCV9
合金工具钢简称合工钢,是在碳工钢的基础上加入合金元素而形成的钢种。其中合工钢包括:量具刃具用钢、耐冲击工具用钢、冷作模具钢、热作模具钢、无磁模具钢、塑料模具钢。SKD5是热作模具钢。
KD5热作模具钢,是常用的压铸模具钢,有较高的强度和硬度、耐冷热疲劳性良好,且有较好的淬透性,但其韧性和塑性较差。适用制作高温、高应力下,不受冲击负荷的凸模、凹模,如压铸模、热挤压模、精锻模、有色金属成型模等。
执行标准(JIS G4404)
对应国产牌号:3Cr2W8V
对应德国牌号:X30WCrV53(1.2567)
对应美国牌号:H21
对应英国牌号:BH21,BH21A
对应法国牌号:3543Z30WCV9
合金工具钢简称合工钢,是在碳工钢的基础上加入合金元素而形成的钢种。其中合工钢包括:量具刃具用钢、耐冲击工具用钢、冷作模具钢、热作模具钢、无磁模具钢、塑料模具钢。SKD5是热作模具钢。
KD5热作模具钢,是常用的压铸模具钢,有较高的强度和硬度、耐冷热疲劳性良好,且有较好的淬透性,但其韧性和塑性较差。适用制作高温、高应力下,不受冲击负荷的凸模、凹模,如压铸模、热挤压模、精锻模、有色金属成型模等。
C0.30~0.40
Si≤0.40
Mn≤0.40
Cr2.20~2.70
W7.50~9.00
V0.20~0.50
p≤0.030
S≤0.030