SKGGS-306包装清单文献

 351单-306焊接作业指导书
351单-306焊接作业指导书
351单-306焊接作业指导书
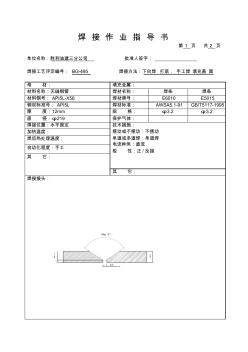
焊 接 作 业 指 导 书 第 1 页 共 2 页 单位名称:胜利油建三分公司 批准人签字: 焊接工艺评定编号: BG-495 焊接方法:下向焊 打底, 手工焊 填充盖 面 母 材: 填充金属: 材料名称:无缝钢管 焊材名称: 焊条 焊条 材料钢号: API5L-X56 焊材牌号: E6010 E5015 钢材标准号: API5L 焊材标准: AWSA5.1-91 GB/T5117-1995 厚 度:12mm 规 格: φ3.2 φ3.2 直 径:φ219 保护气体: 焊接位置:水平固定 技术措施: 摆动或不摆动:不摆动 单道或多道焊:单道焊 电流种类:直流 极 性:正 /反接 加热温度: 焊后热处理温度: 自动化程度:手工 其 它: 其 它: 焊接接头: 2-3 0- 1 60± 5° 12 第 2 页 共 2 页 焊 接 规 范 记 录 层 次 填充金属
 306运料道与306回风巷贯通安全技术措施
306运料道与306回风巷贯通安全技术措施
306运料道与306回风巷贯通安全技术措施
1 306运料道与 306回风道贯通施工 安全技术措施 一、说明 306运料道截止 9月 8日早班尚余 50m与 306回风道贯通,为保证 贯通施工期间的安全及工程质量,特编制本措施。 二、贯通两侧基本情况 1、306回风道预透处:为全煤巷道 ,顶、帮围岩完整、稳定,锚网 索支护完好,巷道无积水,无瓦斯积聚,通风正常。 2、306运料道掘进工作面:为全煤巷道 ,顶、帮围岩完整稳定,锚 网索支护完好,巷道无积水、无淤泥积聚,通风正常。 三、施工方法 施工时采用 S200A型掘进机从 306运料道向前掘进直至贯通。顶 板稳定时,采用两排一锚;顶板破碎时,采用一排一锚。够锚杆(索) 间排距时及时打设锚杆(索)并上紧,严禁空帮、空顶作业。距预透 点余 5m时采用先探后掘的方法施工。 四、安全技术措施 1、由测绘中心人员提前对中腰线进行核对,在现场标好醒目的控 制点和预透点位置,并及时下达预透通知