T8MN碳素工具钢基本信息文献

 碳素工具钢
碳素工具钢
碳素工具钢
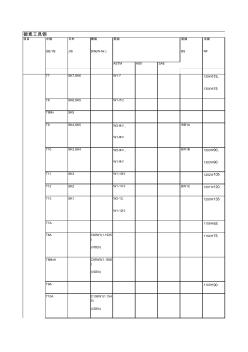
GB,YB JIS DIN(W-Nr.) BS NF 1304Y375 W1-81/2 W1-91/2 1303Y390 W1-121/2 (VDEh) (VDEh) (VDEh) 碳素工具钢 项目 中国 日本 德国 美国 英国 法国 ASTM AISI SAE T7 SK7,SK6 W1-7 T8 SK6,SK5 W1-71/2 1204Y275, WB1A T8Mn SK5 BW1B 1203Y290, T9 SK4,SK5 W2-81/2 , 1202Y2105 T10 SK3,SK4 W2-91/2 , BW1C 1201Y2120 T11 SK3 W1-101/2 1200Y2135 T12 SK2 W1-111/2 1105Y165 T13 SK1
 T10碳素工具钢
T10碳素工具钢
T10碳素工具钢
T10碳素工具钢—— T10碳素工具钢 【东】【莞】【市】【国】【创】【金】【属】【材】【料】【有】【限】【公】【司】 T10碳素工具钢 ,强度及耐磨性均较 T8和 T9高 ,但热硬性低 ,淬透性不高且淬火变形大, 晶粒细 ,在淬火加热时不易过热 ,仍能保持细晶粒组织 ;淬火后钢中有未溶的过剩碳化物 ,所以 耐磨性高 ,用于制造具有锋利刀口和有少许韧性的工具。适于制造切削条件较差、耐磨性要 求较高且不受突然和剧烈冲击振动而需要一定的韧性及具有锋利刃口的各种工具, 也可用作 不受较大冲击的耐磨零件。 T10退火交货状态: 布氏硬度 HBW≤197,压痕直径 (mm)≥4.30 ;试样淬火:冷却剂为水, 硬度 HRC≥62 T10化学成分: 碳 (C)0.95~1.04 锰 (Mn)≤0.40 硅 (Si)≤0.35 磷 (P)≤0.35 硫 (S
