V-CUT刀材质发展文献

 导光板中一种V-Cut槽结构的设计方法
导光板中一种V-Cut槽结构的设计方法
导光板中一种V-Cut槽结构的设计方法
提出了一种V-Cut槽结构的液晶导光板表面微结构设计方法,确定了V-Cut槽自身参数影响导光板性能的规律,通过大量的实验工作对不同的微结构设计方式进行了对比,确定了V-Cut槽的最佳排布方式即多项式排布方式。总结了多项式中各个参数所代表的含义,确定了V-Cut槽结构按照多项式方式进行设计的规律。经检验,此方法能够设计出光能利用率高、均匀性在80%以上的高性能导光板。
 V-Ray基础教学教程—VR双面材质
V-Ray基础教学教程—VR双面材质
V-Ray基础教学教程—VR双面材质
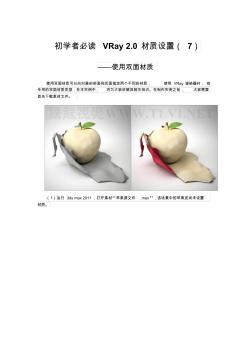
初学者必读 VRay 2.0 材质设置( 7) ——使用双面材质 使用双面材质可以向对象的前面和后面指定两个不同的材质, 使用 VRay 渲染器时, 有 专用的双面材质类型,在本实例中, 将为大家讲解其相关知识。在制作实例之前, 大家需要 首先下载素材文件。 (1)运行 3ds max 2011 ,打开素材“苹果源文件 .max”,该场景中的苹果皮尚未设置 材质。 (2)渲染“ VR-物理相机 001”视图,观察当前材质效果。 (3)打开“板岩材质编辑器”对话框,添加“ VR-双面材质”至活动视图,并重命名。 (4)将“苹果皮”材质赋予场景中的“苹果皮”对象。 (5)首先来设置苹果皮正面材质,即白色的内瓤部分的材质,将“ VrayMtl ”材质添加 至活动视图。 (6)设置“ VrayMtl ”材质成为“苹果皮”材质的正面材质。 (7)展开“ Material #11”节点编辑参数,设置“