Z258焊条文献

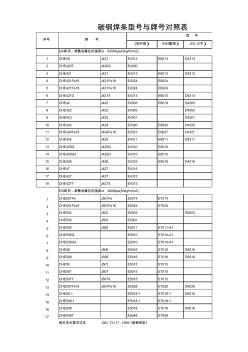 各类焊条型号与牌号对照表-z304焊条
各类焊条型号与牌号对照表-z304焊条
各类焊条型号与牌号对照表-z304焊条
GB(中国) AWS(美国) JIS(日本) 1 CHE40 J421 E4313 E6013 D4313 2 CHE420T J420G E4300 3 CHE421 J421 E4313 E6013 D4313 4 CHE421Fe16 J421Fe16 E4324 E6024 5 CHE421Fe18 J421Fe18 E4324 E6024 6 CHE421D J421X E4313 E6010 D4313 7 CHE42 J422 E4303 E6019 D4303 8 CHE422 J422 E4303 D4303 9 CHE423 J423 E4301 D4301 10 CHE424 J424 E4320 E6020 D4320 11 CHE424Fe16 J424Fe16 E4327 E6027 D4327 12 CHE425 J425 E4311 E6011 D4311
 Z210新型铸铁焊条
Z210新型铸铁焊条
Z210新型铸铁焊条
Z210新型铸铁焊条——Z210新型铸铁焊条