1、杆件的对焊
多用于建筑业的钢筋对焊,通常直径d<10mm者用电阻对焊;d>10mm用连续闪光对焊;d>30mm用预热闪光对焊。用手动对焊机时,由于焊机功率较小(通常不超过50KVA)d=15-20mm时,一般就要用预热闪光对焊。
杆件对焊时可使用半圆形或V形夹钳电极,后者可用于各种直径,因而获得广泛应用。杆件属实心断面,刚性较大,可采用较长的伸出长度。
2、管子对焊
管子对焊广泛用于锅炉制造、管道工程及石油设备制造。根据管子的断面和材料选择连续或预热闪光对焊。夹钳电极可以用半圆形或V形。通常当管径与壁厚的比值大于10时可选用半圆形,以防管子被压扁。比值小于10时可选用V形。为避免管子在夹钳电极中滑移,夹钳电极应有适当的工作长度。管径为20-50mm时,工件长度为管径的2-2.5倍;管径为200-300mm时为1-1.5倍。
由于管子是展开形断面,散热较快,端面液态金属易于冷却,顶锻时难于挤出。面积分散,又使闪光过程中自保护作用减弱。因此,当工艺参数选择不当时,非金属夹杂物会残留在接口中形成灰斑缺陷。保持稳定闪光,提高闪光和顶锻速度,并采用气体保护,能减少或消除灰斑。
管子焊后,需去除内外毛刺,以保证管子外表光洁,内部有一定的通道孔径。去除毛刺需使用专用工具。
3、薄板对焊
薄板对焊在冶金工业轧制钢板的连续生产线上广泛应用。板材宽度从300到1500mm以上,厚度从小于1mm到十几mm。材料有碳钢、合金钢及有色金属及其合金等。板材对焊后,接头由于将经受轧制,并生产很大的塑性变形,因而不仅要有一定的强度、而且应有很高的塑性。厚度小于5mm的钢板,一般采用连续闪光对焊,用平面电极单面导电,板材较厚时,采用预热闪光对焊,双面导电,以保证沿整个端面加热均匀。
薄板焊接时,因断面的长与宽之比较大,面积分散、接头冷却快,闪光过程中自保护作用较弱,同时,液态过梁细小,端面上液态金属层薄。易于氧化和凝固。因此必须提高闪光和顶锻速度。焊后须趁热用毛刺切除装置切除毛刺。
4、环形件对焊
环形件(如车轮辋、链环、轴承环、喷气发动机安装边等)焊接时,除了考虑对焊工艺的一般规律外,还应注意分流和环形件变形弹力的影响。由于存在分流,需用功率要增大15-50%。分流虽环形件直径的减小,断面的增大,以及材料电阻率的减小而增大。
环形件对焊时,顶锻压力的选择必须考虑变形反弹力的影响,但由于分流有对环背加热的作用,因而顶锻压力增加量不大。
自行车、摩托车钢圈、汽车轮辋均采用连续闪光对焊,夹钳电极的前口必须与工件断面相吻合。顶锻时,为了防止反弹力影响接头质量,甚至拉开接头,需要延长无电流顶锻时间。
锚链,传动链等链环多用于低碳钢和低合金钢制造,直径d<20mm时可用电阻对焊,d>20mm时可用预热闪光对焊,预热的目的是为了使接口处加热均匀,顶锻时容易产生一定的塑性变形。
5、刀具对焊
刀具对焊时刀具制造业中用于制造毛坯的工艺方法之一,主要是高速钢和中碳钢的对焊,刀具对焊有如下特点:
1)高速钢淬火倾向大,焊后硬度将大大提高,并可能产生淬火裂纹。为了防止裂纹,可采用预热闪光对焊。预热时,将接口附近5-10mm范围内的金属加热到1100-1200℃。焊后在600-700℃的电炉中保温30min进行退火。
2)高速钢加热到高温时,会产生晶粒长大或在半熔化晶界上形成莱氏体共晶物,使接头变脆。莱氏体共晶物不能通过热处理消除。因此需要用充分的顶锻来消除这种组织。2100433B

 管接头种类管接头标准
管接头种类管接头标准
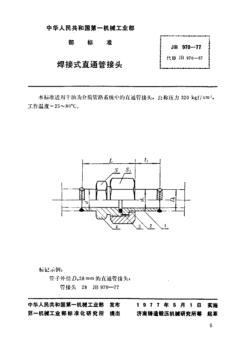 (管接头)-JB970-1977_焊接式直通管接头
(管接头)-JB970-1977_焊接式直通管接头