B-33日本神钢焊条基本信息文献

 焊条基本介绍
焊条基本介绍
焊条基本介绍
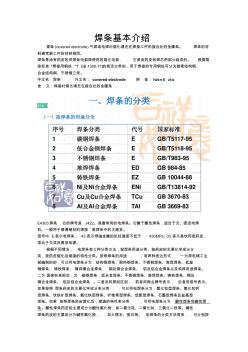
焊条基本介绍 焊条 (covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。 焊条的材 料通常跟工件的材料相同。 焊条是涂有药皮的供焊条电弧焊使用的熔化电极, 它是由药皮和焊芯两部分组成的。 根据国 家标准 “焊接用钢丝 ”(GB 1300-77)的规定分类的,用于焊接的专用钢丝可分为碳素结构钢、 合金结构钢、不锈钢三类。 中文名:焊条 外文名: covered electrode 拼 音: hàn ti áo 含 义:焊接时熔化填充在接合处的金属条 E4303焊条 ,它的牌号是 J422。是最常用的电焊条。它属于酸性焊条,适合于交、直流电焊 机。一般用于普通钢材的焊接,是焊条中的大路货。 型号中 E表示电焊条; 43表示焊缝金属的抗拉强度不低于 430MPa;03 表示是钛钙型药皮, 适合于交流及直流电源。 根据不同情况, 电焊条有三种分类方法:按焊条用途
 焊条基本介绍
焊条基本介绍
焊条基本介绍
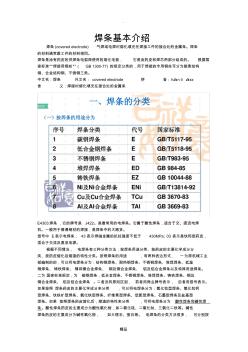
. 精品 焊条基本介绍 焊条 (covered electrode) 气焊或电焊时熔化填充在焊接工件的接合处的金属条。焊条 的材料通常跟工件的材料相同。 焊条是涂有药皮的供焊条电弧焊使用的熔化电极, 它是由药皮和焊芯两部分组成的。 根据国 家标准“焊接用钢丝”( GB 1300-77) 的规定分类的,用于焊接的专用钢丝可分为碳素结构 钢、合金结构钢、不锈钢三类。 中文名:焊条 外文名: covered electrode 拼 音:hàn ti áo 含 义:焊接时熔化填充在接合处的金属条 E4303焊条 ,它的牌号是 J422。是最常用的电焊条。它属于酸性焊条,适合于交、直流电焊 机。一般用于普通钢材的焊接,是焊条中的大路货。 型号中 E表示电焊条; 43表示焊缝金属的抗拉强度不低于 430MPa;03 表示是钛钙型药皮, 适合于交流及直流电源。 根据不同情况, 电焊条有三种分类