钣金成形工艺内容简介文献

 飞机钣金成形工艺评分标准a资料
飞机钣金成形工艺评分标准a资料
飞机钣金成形工艺评分标准a资料
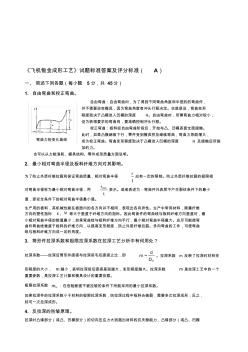
《飞机钣金成形工艺》试题标准答案及评分标准( A) 一、 简述下列各题(每小题 5分,共 45分) 1. 自由弯曲和校正弯曲。 自由弯曲:自由弯曲时,为了得到不同弯曲角度和半径的的弯曲件, 并不需要改变模具,因为弯曲角度有冲头行程决定。也就是说,弯曲变形 程度取决于凸模进入凹模的深度 H。自由弯曲时,所需弯曲力相对较小, 但为获得要求的弯曲角,要准确控制冲头行程。 校正弯曲:板料经自由弯曲阶段后,开始与凸、凹模表面全面接触。 此时,如果凸模继续下行,零件受到模具挤压继续弯曲,弯曲力急剧增大, 成为校正弯曲。弯曲变形程度取决于凸模进入凹模的深度 H 及接触后所施 加的力。 也可以从力能消耗、模具结构、零件成形质量方面说明。 2. 最小相对弯曲半径及板料纤维方向对其影响。 为了防止外层纤维拉裂和保证弯曲质量,相对弯曲半径 t r 应有一定的限制。防止外层纤维拉裂的极限相 对弯曲半径称为最小相对
 镁合金成形技术简介与分析
镁合金成形技术简介与分析
镁合金成形技术简介与分析
镁合金成形技术简介与分析 近年来对轻质材料的需求越来越大,镁合金作为结构材料由于具有比重小、比强度和比刚度高、 导热和导电性好、切削加工性好、优良的阻尼性和电磁屏蔽性、易于加工成形和回收等优点,因此 广泛应用于汽车、电子、通讯等行业,被誉为“ 21世纪的绿色工程材料”。 根据成形工艺的不同,镁合金材料主要分为铸造镁合金和变形镁合金两大类。前者主要通过铸 造获得镁合金产品。包括砂型铸造、永久型铸造、熔模铸造、消失模铸造、压铸等。其中压铸是最 成熟、应用最广的技术。而后者则是通过变形生产尺寸多样的板、棒、管、型材及锻件产品。并且 可以通过材料组织的控制和热处理工艺的应用,获得更高的强度、更好的延展性、更好的力学性能, 从而满足更多结构件的需要。另外,镁合金的半固态成形作为一种新型铸造技术也得到了广泛的研 究与应用。 1铸造镁合金 铸造是镁合金的主要成形方法,包括砂型铸造、金属型铸造、熔模铸造、