钣金加工实战技巧文献

 钣金加工工艺
钣金加工工艺
钣金加工工艺
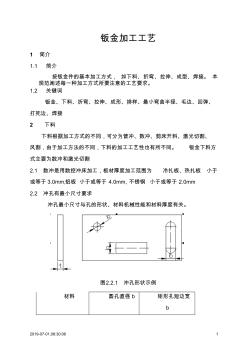
2019-07-01,08:30:06 1 钣金加工工艺 1 简介 1.1 简介 按钣金件的基本加工方式, 如下料、折弯、拉伸、成型、焊接。 本 规范阐述每一种加工方式所要注意的工艺要求。 1.2 关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、 打死边、焊接 2 下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、 风割,由于加工方法的不同,下料的加工工艺性也有所不同。 钣金下料方 式主要为数冲和激光切割 2.1 数冲是用数控冲床加工,板材厚度加工范围为 冷扎板、热扎板 小于 或等于 3.0mm,铝板 小于或等于 4.0mm,不锈钢 小于或等于 2.0mm 2.2 冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1 冲孔形状示例 材料 圆孔直径 b 矩形孔短边宽 b 2019-07-01,08:30:06 2
 钣金加工检验标准
钣金加工检验标准
钣金加工检验标准
4. 原材料检验标准 4.1 金属材料 4.1.1 钣材厚度及质量应符合国标,采用的钣材需出示性能测试报告及厂商证明。 4.1.2 材料外观:平整无锈迹,无开裂与变形。 4.1.3 尺寸:按图纸或技术要求执行,本司未有的按现行国标执行。 4.2 通用五金件、紧固件 4.3.1 外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好。 4.3.2 尺寸:按图纸与国标要求,重要尺寸零缺陷。 4.3.2 性能:试装配与使用性能符合产品要求。 5. 工序质量检验标准 5.1 冲裁检验标准 l 对有可能造成伤害的尖角、棱边、粗糙要做去除毛刺处理。 l 图纸中未明确标明之尖角(除特别注明外)均为 R1.5。 l 冲压加工所产生的毛刺,对于门板、面板等外露可见面应无明显凸起、凹陷、粗糙不平、 划伤、锈蚀等缺陷。 l 毛刺:冲裁后毛刺高 L≤5%t( t 为板厚)。 l 划伤