钣金展开与加工工艺
《钣金展开与加工工艺》是机械工业出版社2007-03-01出版的图书。
-
选择特殊符号
选择搜索类型
请输入搜索
《钣金展开与加工工艺》是机械工业出版社2007-03-01出版的图书。
基本信息
作 者: 章飞,翟斌 编
出 版 社: 机械工业出版社
ISBN: 9787111038917
出版时间: 2007-03-01
版 次: 2
页 数: 199
装 帧: 平装
开 本: 16开
所属分类: 图书>科技>金属学与金属工艺
内容简介
《钣金展开与加工工艺》分上、下两编,上编主要学习展开工艺,下编主要讨论了钣金零件的加工方法。第l、2章详细阐述了钣金零件展开的基本原理,为作展开图奠定了必要的理论基础,其中包括几何作图的基本方法、放样方法、线段实长的求法、断面实形的求法、板厚处理、加工余量、任意斜截圆管的展开等;为了将上述基本原理及方法应用于生产,第3章列举了各种典型钣金构件的展开方法;第4章详细介绍了裁料的各种方法以及所用的设备,包括剪裁、冲裁、锯割及氧气切割等;第5章详细介绍了钣金零件的各种成形方法,包括弯曲、滚弯、翻边及手工成形等;第6章介绍了钣金零件的连接与装配方法,包括铆接、咬接、焊接、法兰连接、套接、卡箍连接、手工矫正以及新兴的冲压连接等;第7章讨论了饭金零件的综合工艺性。
钣金是针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等。其显著的特征就是同一零件厚度一致。现代钣金工艺包括:是灯丝电...
随着社会的发展进步,好多人员都想学一门技术,弯头、三通放样技术成为很多爱好者的首选。不过如果没有老师指点,弯头、三通放样非常难学,还要有一定的放样基础。现在我公司针对管件管道技术学习难得问题,组织多名...
电脑版放样软件,可以放比较复杂的图样。斜三通图片使用时操作者只需将相关数据输入计算机,立即可得到放样下料所需的构件图和展开图,并自动标注各种相关尺寸,可按标准图纸打印输出,解决了现场放大样和人工计算的...

 钣金加工工艺
钣金加工工艺
钣金加工工艺
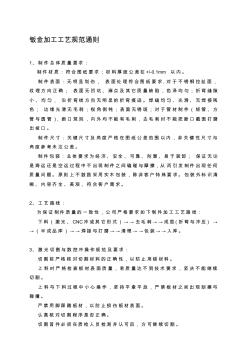
2019-07-01,08:30:06 1 钣金加工工艺 1 简介 1.1 简介 按钣金件的基本加工方式, 如下料、折弯、拉伸、成型、焊接。 本 规范阐述每一种加工方式所要注意的工艺要求。 1.2 关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、 打死边、焊接 2 下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、 风割,由于加工方法的不同,下料的加工工艺性也有所不同。 钣金下料方 式主要为数冲和激光切割 2.1 数冲是用数控冲床加工,板材厚度加工范围为 冷扎板、热扎板 小于 或等于 3.0mm,铝板 小于或等于 4.0mm,不锈钢 小于或等于 2.0mm 2.2 冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1 冲孔形状示例 材料 圆孔直径 b 矩形孔短边宽 b 2019-07-01,08:30:06 2
 钣金加工工艺规范通则
钣金加工工艺规范通则
钣金加工工艺规范通则
钣金加工工艺规范通则 1、制件总体质量要求: 制件材质:符合图纸要求;材料厚度公差在 +/-0.1mm 以内。 制件表面 :无明显划伤, 表面处理符合图纸要求 , 对于不锈钢拉丝面, 纹理方向正确; 表面无凹坑、麻点及其它质量缺陷,色泽均匀;折弯缝隙 小、均匀, 沿折弯线方向无明显的折弯痕迹。焊缝均匀、光滑、无焊接残 色; 边缘光滑无毛刺;锐角倒钝;表面无锈斑;对于管材制件(矩管、方 管与圆管),断口规则,内外均不能有毛刺,去毛刺时不能把断口截面打磨 出坡口。 制件尺寸:关键尺寸及角度严格在图纸公差范围 以内,非关键性尺寸与 角度参考未注公差。 制件包装:总体要求为经济、安全、可靠、防潮、易于装卸; 保证无论 是海运还是空运过程中不出现制件之间磕碰与摩擦,从 而引发制件出现任何 质量问题。原则上不鼓励采用实木包装,除非客户特殊要求。包装外标识清 晰、内容齐全、美观、符合客户需求。 2、工艺
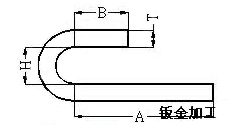
钣金加工中压死边是常见的加工工序。它同常见的折弯工序有所不同,同时有自己的加工系数与工艺要求。
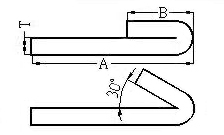
1:钣金加工压死边需进行两次折弯加工,首先利用30º尖刀与插深V槽折弯30º~45º,然后再利用压平模压平,不同材料板厚压死边的范围:0.5≤T≤2.0
2:压死边的长度(L)与材料厚度、插深V槽有关,当0.5≤T≤1.5选用V6插深槽,Lmin≥5T+R(即Lmin≥6);当2.0≤T≤2.5选用V10插深槽,Lmin≥5T+R(即Lmin≥9);以上两者的死边长度Lmax≤14mm
3:反折弯后再压死边的长度L受插深V槽的限制,Lmin≥11mm
4:压死边孔到折弯边的距离不宜太小,否则孔会受折弯过程中角度的变化而变形:L1min≥0.7V
5:N折的工艺性与以上a、b、c相同,H加工是在C图示1的基础上放一块H值尺寸治具,然后再利用压平模压平后,把治具取出,H值的范围:0.5≤H≤5.0
钣金加工中压死边展开计算方法:
钣金加工压死边展开
反折压平:L= A+B-0.4T
1.压平的时候, 可视实际的情况考虑是否在折弯前压线, 压线位置为折弯变形区中部.
2.反折压平一般分两步进行:
先V折30°, 再反折压平.故在作展开图折弯线时, 须按30°折弯线画, 如图所示:
N折:
1. 当N折加工方式为垫片反折压平, 则按L=A+B+K计算, K值依附件一中参数取值.
2. 当N折以其它方式加工时, 展开算法参见 “一般折弯4 (R≠0, θ≠90°)”.
3. 如果折弯处为直边 (H段), 则按两次折弯成形计算: L=A+B+H+2K(K值取90°折弯变形区宽度).
4. N折展开系数
T H 0.5 0.8 1.0 1.2 1.5
0.5 1.50 1.92 2.20 2.41 2.72
0.6 1.66 2.08 2.37 2.57 2.88
0.7 1.82 2.24 2.54 2.73 3.04
0.8 1.98 2.4 2.71 2.89 3.21
0.9 2.14 2.56 2.88 3.05 3.37
1.0 2.30 2.72 3.05 3.21 3.53
1.2 2.63 3.0 3.31 3.53 3.81
1.5 3.12 3.48 3.70 3.90 4.22
本书根据冷作工、钣金工、管工及钳工工作中常见的形体表面展开的需要编写而成。全书包括机械制图基础、形体展开的基本方法、生产中常见形体的展开、梁柱的下料、常见容器的下料等内容,涵盖了各种结构的展开下料知识,工艺过程详细,通俗易懂,实用性强。
本书可作为冷作钣金工和管工的培训资料,也可供钳工参考。

本书使读者在遇到钣金展开的具体问题时,可根据工件展开精度要求选用不同的图例,并对照展开图和展开步骤就可快速地理解展开方法,动手解决钣金展开问题。同时在第一章中收集了常用的几何作图方法20余例。