玻璃钢制品手工成型工艺
《玻璃钢制品手工成型工艺》本书主要介绍玻璃纤维增强塑料和其他玻璃纤维增强材料的手工成型工艺及各类制品。通过介绍材料、工具、模具、翻新与修补、工艺、结构及各种制品,较为全面、系统性地叙述了玻璃钢手工制品的最新发展方向、工艺技术及具体应用,使读者基本掌握玻璃钢手工制品的各方面知识并可实际操作。
-

选择特殊符号
选择搜索类型
请输入搜索
《玻璃钢制品手工成型工艺》本书主要介绍玻璃纤维增强塑料和其他玻璃纤维增强材料的手工成型工艺及各类制品。通过介绍材料、工具、模具、翻新与修补、工艺、结构及各种制品,较为全面、系统性地叙述了玻璃钢手工制品的最新发展方向、工艺技术及具体应用,使读者基本掌握玻璃钢手工制品的各方面知识并可实际操作。
纤维复合材料兼备纤维筋材和树脂基材的综合性能,在自然界和人类社会中早已发挥重要作用。有人认为:追根溯源复合材料的故乡应在中国,敦煌壁画里的泥胎、宫殿建筑里圆木表面的披麻覆漆、享誉海外的福建脱胎漆器,乃至民间建筑里用稻草掺入泥中的砖坯,现在看来都是纤维复合材料。实际在国外,纤维复合材料也历史久远,古巴比伦人用沥青裹着麻布修补船只,古埃及人用麻布和涂料层层包覆制成木乃伊,保护着千年不毁、期待复生的法老尸体,也是纤维复合材料的具体应用。
现代意义上的纤维复合材料工业源于20世纪初期开始材料革命,在1906年,酚醛树脂人工合成以后,人们就用其与石棉纤维、纸张、木棉、木屑制成复合材料,成为早期的玻璃钢。工业玻璃纤维在1893年由Ribi制成,但直到20世纪30年代美国欧文斯科宁公司利用迅速发展的冶炼技术、合成化学和机械加工技术,耗时8年,才实现了玻璃纤维的工业生产。随后,人们发现玻璃纤维与新研制的树脂能够密切结合,一种新的纤维复合材料就此诞生,并且锋芒毕露,二次大战中立下汗马功劳。在航空、电子等领域获得应用,美国立即用其制造飞机零件和雷达罩、海军舰艇。
二战以后,玻璃纤维复合材料(玻璃钢)迅速由军事转为民用,并且向世界各地普及,纤维复合材料经过了半个多世纪的发展,已经基本形成了集科研、教学、设计、生产和应用一整套的体系。自从20世纪40年代初,美国推出玻璃钢雷达罩以来,首先在军工产品上得到应用,第二次世界大战以后发展很快。玻璃钢最初是从美国开始的,随后传入到英国、德国、法国、前苏联和日本等国家。我国是从1958年兴起,到了60年代以后,由于玻璃钢的优异特性,许多国家都在广泛地应用和发展。
有的专家认为我国玻璃钢工业是20世纪50年代末期为配合试制"两弹一星"开始创建发展,经历了军工配套、军民结合、以民为主的几个阶段。有的专家分析,我国玻璃钢可以划分作为其他材料的简单替代,如材料的"三代"(代棉、代木、代铁)时期;初露锋芒时期如玻璃钢冷却塔出现以后,其他同类产品全部销声匿迹。
目前我国的产品、品种仅次于美国,并继续不断发展,在国民经济和国防建设中发挥着越来越重要的作用。
可以通过手工制作,生产满足设计需要、异型,或很大体积的制品,同时投资不大,易于见效,制品质轻、高强,不惧酸、碱、盐分侵蚀,原料易得,这是玻璃钢工业发展迅速的主要原因,同时也是不同于其他材料工业的突出特点。
有的学者强调指出,玻璃钢是一门涉及专业和知识很广的复杂技术。虽是手工成型,但需要从模具制作开始,具有选材、配方、结构、设计、固化、工艺、表面处理、修复维护等一整套技术,它应是一种劳动密集、知识密集、工业密集的综合技术,是集古老、传统和现代化于一体的边缘学科,是手工工艺、机械化、自动化相辅相成的专门技术。
从技术应用的角度证明,由于玻璃钢质轻高强、结构造型以及设计自由等特点,如果发挥这方面的长处,可以适应艺术和形象构体的需要,得到意想不到的效果,如各种艺术形象、雕塑制品等。因此,它不仅具有专业化程度很高的工程结构材料的特点,而且是一种具有"得之于心,应之于手"的艺术造型材料。这一领域发展前景也是非常广阔的。
近年来,伴随行业的蒸蒸日上,有关书籍也大量涌现。本书这次能够再版,编者不由喜出望外。考虑到读者需要,本书内容较第一版进行了适当的增减。
一、增加了其他各类玻璃钢生产工艺,如拉挤、缠绕,袋压工艺的简介,使读者了解玻璃钢手工工艺和其他生产工艺主要区别在于常压和加压、间断或连续,从而更多掌握手工工艺的生产特点。
二、增加了一些新的手工制品介绍。
三、增加了对铺层方法的介绍。铺层是影响手工工艺、RTM工艺产品质量的重要环节,虽然其重要性随玻纤缝编毡等新型纺织制品的出现有所下降,但还应予以强调引起注意。
四、增加了制品统计和图形内容,使用规范图形符号,便于设计,进行统计,利于控制产品质量。
五、增加了制品着色、涂装和表面装饰介绍,这应是制品最后一道对外观影响甚大的生产工序。
六、增加了对碳纤维、石墨纤维性能简介。严格说来,碳纤维、石墨纤维增强材料不属于玻璃钢,但因产量较少,常和玻璃纤维混用,现在各类复合材料介绍和学术会议中都将其归入玻璃钢范畴,有人将CFRP译为碳玻璃钢,碳纤维增强塑料的手工制品也在陆续出现。
本书出版以后,许多读者来信、来电、来访,对编者多方鼓励。本书在编写过程中,承蒙全国建材科技期刊《玻璃纤维》编辑郝忠敏、王熙艳,南京玻璃院科技处王建、林迎、冯南,江苏省复合材料学会石斌,中国玻璃钢工业协会陈博提供部分资料;中国工程院院士、中国硅酸盐学会副理事长兼玻纤分会理事长张耀明,河海大学材料科学与工程系主任蒋林华等审阅指导,在此一并致谢。
编者
2006年3月
第一章 筋材·玻璃纤维
第一节 玻璃纤维与矿物棉的种类、生产工艺
一、玻璃纤维与矿物棉的种类
二、玻璃纤维与矿物棉的生产工艺
三、玻璃纤维制品分类
第二节 玻璃纤维的主要种类和用途
一、玻纤增强材料主要种类及用途
二、玻璃纤维纺织纱产品
三、玻璃纤维织物
四、组合玻璃纤维增强材料
第三节 玻璃纤维原丝系列和代号
一、玻璃纤维纱的基本纱支号数与原丝直径及单丝根数的搭配
二、玻璃纤维纱和织物代号
第四节 浸润剂
一、浸润剂的作用
二、浸润剂组分及分类
三、浸润剂发展简史
四、增强型浸润剂
五、成膜剂的特征及其作用
六、偶联剂
七、润滑剂和润湿剂
八、增强型浸润剂配方实例
第五节 碳纤维
第二章 基材·树脂与辅助材料
第一节 概述
第二节 不饱和聚酯树脂(UP)
一、不饱和聚酯树脂性能
二、乙烯基酯树脂(VE)
三、通用聚酯树脂
四、其他几类不饱和聚酯树脂
五、几类特殊用途树脂
六、可接触食品级树脂
第三节 环氧树脂和酚醛树脂
一、环氧树脂(EP)
二、酚醛树脂
三、呋喃树脂
第四节 填料、色料
第三章 工具与材料
一、称量工具
二、钻孔工具
三、切锯工具
四、打磨工具
五、混合容器(罐、杯、桶和盆)
六、刷抹滚压工具
七、几类材料、简单工具
八、气动工具
九、加热设备
十、冷藏设备
十一、喷涂设备
第四章 模具
第一节 模具的结构形式
第二节 模具的制造材料
第三节 模具的设计制造
一、设计原则和方法
二、模具制造时注意问题
三、母模
四、组合玻璃钢模具
五、大型模具
第四节 模具的保养、维护和保管
一、模具保养
二、模具的校正
三、模具制作示例
第五节 模具翻新与修补
一、模具翻新
二、原模表面处理
三、模具局部修补
第六节 脱模剂
第五章 装配、修补和增强
第一节 连接
一、连接形式
二、机械连接
三、胶接
第二节 修补和增强
一、修补
二、腻子
三、对木材的修补
四、对金属的修补
五、增强
第三节 着色、涂装和表面装饰
一、着色
二、涂装
三、表面装饰
第六章 生产工艺及生产工厂(车间)
第一节 玻璃钢制品的生产工艺
一、制品成型要素
二、清洁工作
三、手工成型工艺常用配方
四、配料
五、胶衣的制备
六、糊制
七、喷射
八、固化
九、脱模
十、加工与装饰
十一、手工成型的生产效率
十二、手工工艺培训
第二节 工艺设计和制品设计
一、工厂(车间)布置
二、设备布置的原则和要求
三、玻璃钢生产线示例
四、制品设计
五、成型工艺设计原则
六、铺层的计算方法
第三节 安全生产、环境保护与统计
一、聚酯树脂玻璃钢
二、酚醛树脂玻璃钢
三、环氧树脂玻璃钢
四、生产中职业病的防治措施
第四节 统计标准符号
一、统计
二、统计工具与方法
三、工程标准符号
第七章 夹层结构及制备
第一节 夹层结构的制造
一、夹层结构种类
二、泡沫塑料夹层结构
三、蜂窝夹层结构
第二节 夹层结构制品
一、叶片
二、飞机机翼及机体
三、玻璃钢蜂窝夹层材料抗爆结构
四、玻璃钢门
五、玻璃钢篮球板
六、托盘和集装箱
七、雷达罩
八、反射体
九、吸波结构
第八章 容器与管道
第一节 玻璃钢管道
一、玻璃钢管道的制作
二、法兰的制作
三、缓弯弯头模具
四、玻璃纤维布的裁剪
五、通风管道
六、管道应用实例
第二节 玻璃钢容器
一、玻璃钢容器结构
二、制造工艺
三、技术要求
四、玻璃钢容器的加强
第三节 容器和管道耐腐蚀构件
一、作业条件
二、操作工艺
三、质量要求
第四节 冷却塔、卫生间和水箱
一、冷却塔
二、卫生间
三、浴缸
四、玻璃钢水箱
第五节 贮罐贮槽
一、槽罐制作及结构
二、聚酯树脂贮槽罐
三、环氧呋喃玻璃钢贮罐
四、玻璃钢防腐电解槽
五、贮存和输送腐蚀性液体的玻璃钢容器
六、粪便净化槽和沼气池
七、几类容器
第九章 交通工具
第一节 玻璃钢汽车
一、玻璃钢汽车简介
二、玻璃钢汽车车体制作
三、玻璃钢汽车车体部件(车门)制作
四、玻璃钢槽车
五、一种玻璃钢长途客车
第二节 玻璃钢船
一、玻璃钢船简介
二、玻璃钢船制造流程
三、玻璃钢游览船
四、铺层
第三节 几类玻璃钢交通器材
第十章 玻璃钢建筑与建材
第一节 几类玻璃钢建材
一、玻璃钢桁架
二、围护结构
三、波形瓦
四、混凝土模板
五、防腐蚀地坪
六、建筑的修补材料
第二节 包覆与衬层
一、木材的包覆、包裹
二、金属和水泥玻璃钢衬层
第三节 人造大理石和耐腐蚀胶泥
一、人造大理石和胶泥
二、胶泥
第四节 几类小型玻璃钢建筑
一、玻璃钢蒙古包
二、玻璃钢仓库
三、牛棚、鸡舍
四、防护工事
五、玻璃钢垃圾屋
六、新型玻璃钢墙体
七、玻璃钢"盒屋"
八、玻璃钢活动房屋
九、玻璃钢活动旅馆
十、玻璃钢架暖棚
十一、玻璃钢绝热层外护材料
第五节 透明玻璃钢材料及建筑
一、材料原料
二、筒拱结构
三、夹层结构
四、屋盖结构
五、透明玻璃钢成型工艺
第六节 玻璃钢雕塑及其他
一、雕塑、模特
二、恐龙节
三、大象
四、安全帽
五、游乐设施
六、几种新产品
第十一章 玻璃钢机械生产工艺
第一节 树脂传递模塑成型
一、RTM工艺
二、RRIM工艺原理
三、SGRIMP工艺
第二节 低压成型工艺
一、袋压法
二、热压釜和液压釜法
三、热膨胀模型法
四、层压成型工艺
第三节 模塑成型工艺
一、纤维预浸料成型
二、BMC(DMC)、SMC成型
三、ZMC模塑料注射成型
四、高强度片状模塑料HMC、XMC
五、厚模塑料TMC
六、弹性体贮脂模塑工艺(ERM)
第四节 连续成型工艺
一、连续缠管工艺
二、连续缠绕工艺
三、离心浇铸工艺
四、波纹板连续成型
五、玻璃钢型材制品拉挤工艺
六、热塑性玻璃钢的造粒工艺
七、挤出成型工艺原理和设备
八、注射成型工艺
第十二章 玻璃纤维增强其他胶凝材料
第一节 玻璃纤维增强水泥(GRC)
一、生产工艺
二、GRC制品
第二节 玻璃纤维增强氯氧镁材料(GRM)
一、玻璃纤维增强氯氧镁材料的特点
二、GRM制品
三、高性能古雕防火装饰门
第三节 玻璃纤维增强石膏
第四节 玻璃纤维增强沥青
一、沥青的改性
二、多彩玻纤瓦
三、土工格栅
本书可供玻璃钢行业的从业人员,广大应用玻璃钢制品的用户及相关大专院校师生参考。
玻璃钢制品一般有以下几种工艺1、手糊制作方法;2、喷射成型方法;3、纤维缠绕工艺方法;4、模压成型工艺和模塑料成型工艺;5、拉挤成型方法。,每一种技术均有其自身的特点。生产企业在选择确定采用何种工艺方...
手糊成型模压成型缠绕成型拉挤成型
汽车外壳有玻璃钢的(不过都是些比较好的车),火车操作台(电控台)、卫生间、进出气口、火车的吊顶什么的都是玻璃钢的,化工领域化粪池什么的有用玻璃钢的,其他领域应用也比较多,比如说:医疗器械的外壳大不分都...

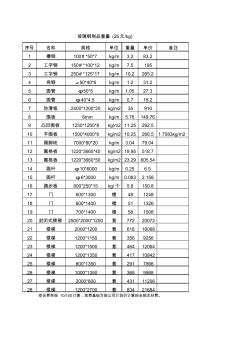 玻璃钢制品重量 (2)
玻璃钢制品重量 (2)
玻璃钢制品重量 (2)
序号 名称 规格 单位 重量 单价 备注 1 槽钢 100#*50*7 kg/m 3.2 83.2 2 工字钢 150#*100*12 kg/m 7.5 195 3 工字钢 250#*125*17 kg/m 10.2 265.2 4 角钢 ∠50*40*6 kg/m 1.2 31.2 5 圆管 φ50*5 kg/m 1.05 27.3 6 圆管 φ40*4.5 kg/m 0.7 18.2 7 防滑钣 2400*1200*20 kg/m2 35 910 8 围板 6mm kg/m 5.76 149.76 9 凸凹围板 1250*1200*8 kg/m2 11.25 292.5 10 平围板 1500*4000*6 kg/m2 10.25 266.5 1.7083kg/m2 11 踢脚线 7000*80*20 kg/m 3.04 79.04 12 篦格板 1220*3660*40 kg/m2
 玻璃钢制品可研报告
玻璃钢制品可研报告
玻璃钢制品可研报告
1 目 次 第一章 总 论 ................ 错误!未定义书签。 第一节 项目名称及承办单位 ....... 错误!未定义书签。 第二节 可行性研究的依据和范围 .... 错误!未定义书签。 第三节 可行性研究结论 ........... 错误!未定义书签。 第二章 项目提出背景及必要性 ..... 错误!未定义书签。 第一节 XX 县概况 ................ 错误!未定义书签。 第二节 XX 县城市发展规划 ........ 错误!未定义书签。 第三节 项目提出的背景 ........... 错误!未定义书签。 第三节 项目建设的必要性 ......... 错误!未定义书签。 第三章 项目建设地点及配套条件 ... 错误!未定义书签。 第一节 项目建设地点 ............. 错误!未定义书签。 第二节 配套条件 ............
书名:玻璃钢制品手工成型工艺(第二版)
图书编号:2119425
出版社:化学工业出版社
定价:39.0
ISBN:750258273
作者:赵奕斌
出版日期:2007-04-01
版次:1
开本:大32开
本书主要介绍玻璃钢及其他玻纤增强手工成型工艺和用途较广的几类制品。本书是第二版,相对于第一版进行了适当的修改,增加了拉挤、缠绕、袋压工艺的简介以及一些新的手工制品的介绍等。本书较第一版内容更新、更丰富,实用性更强,可供从事玻璃钢生产的企业、个人参考。
按夹芯材料分,分为:
1. 岩棉手工板
2. 玻镁岩棉手工板
3. 纸蜂窝手工板
4. 铝蜂窝手工板
5. 聚氨酯(PU)手工板
6. 珍珠岩手工板
7、其它特殊芯材手工板
按连接方式分,分为:
1、中字型(盒子式)手工板
2、企口型手工板