薄膜吹制法简介文献

 薄膜级PP薄膜级PP
薄膜级PP薄膜级PP
薄膜级PP薄膜级PP
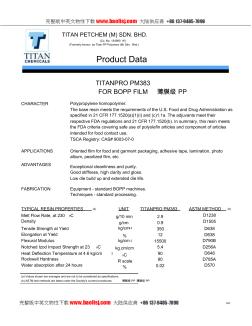
TITAN PETCHEM (M) SDN. BHD. (Co. No. 154990 W) (Formerly known as Titan PP Polymers (M) Sdn. Bhd.) Product Data TITANPRO PM383 FOR BOPP FILM 薄膜级 PP CHARACTER Polypropylene homopolymer. The base resin meets the requirements of the U.S. Food and Drug Administration as specified in 21 CFR 177.1520(a)(1)(i) and (c)1.1a. The adjuvants meet their respective FDA regulations and 21 CFR 177.15
 PE塑料薄膜的吹膜成型工艺
PE塑料薄膜的吹膜成型工艺
PE塑料薄膜的吹膜成型工艺
PE 塑料薄膜的吹膜成型工艺 塑料薄膜是常见的一种塑料制品,它可以由压延法、挤出法、吹塑等工艺方法生产,吹塑薄 膜是将塑料原料通过挤 出机把原料熔融挤成薄管,然后趁热用压缩空气将它吹胀,经冷却定型后即得薄膜制品。 用吹塑工艺成型方法生产薄膜与其它工艺方法具有以下优点: 1、设备简单、投资少、收效快; 2、设备结构紧凑,占地面积小,厂房造价低; 3、薄膜经拉伸、吹胀,力学强度较高; 4、产品无边料、废料少、成本低; 5、辐度宽、焊缝少、易于制袋; 与其它成型工艺比其缺点如下: 1、薄膜厚度均匀度差; 2、生产线速度低,产量较低(对压延而言) ; 3、厚度一般在 0.01∽0.25mm,折径 100-5000mm; 吹塑薄膜其主要用原料: LDPE、HDPE、LLDPE、EVA、PVC、PP、PS、PA 等。 二、聚乙烯吹塑薄膜成型工艺 吹塑薄膜工艺流程,物料塑化挤出,形成管坏吹胀成型;冷却、