保温装饰一体机生产工艺文献

 保温装饰一体化板生产工艺
保温装饰一体化板生产工艺
保温装饰一体化板生产工艺
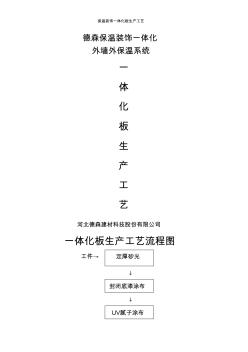
保温装饰一体化板生产工艺 德森保温装饰一体化 外墙外保温系统 一 体 化 板 生 产 工 艺 河北德森建材科技股份有限公司 一体化板生产工艺流程图 工件→ ↓ 封闭底漆涂布 ↓ UV腻子涂布 定厚砂光 保温装饰一体化板生产工艺 ↓ UV底漆涂布 ↓ 氟碳底漆涂布 ↓ 喷漆 ↓ 挤塑板开槽 ↘ ↓ 复合 ↓ 切割 ↓ 成品板 一体化板生产工艺流程 一、定厚砂光 生产所采用的是厚度 6mm的硅钙板。定厚砂光的过程是将所有的 硅钙板砂光到同一厚度的过程。 为了达到后续工艺所要求的标准,我们对硅钙板进行三次砂光, 所采用的是双辊的砂光机。首先选用 80目的砂带对板的反面砂光, 工件厚度的选定根据砂光电流的大小来调整, 从而确定一个标准的数 覆膜 保温装饰一体化板生产工艺 值,使得同一批板砂光后的厚度达到同一个标准。其次,同样是选用 80 目的砂带对板的正面砂光,这两次的砂光所使用的都是前辊。第 三
 保温装饰一体板施工工艺
保温装饰一体板施工工艺
保温装饰一体板施工工艺
保温装饰一体板施工工艺 保温装饰一体板施工工艺 2011 年 03月 07日 保温装饰一体板施工工艺 1、系统构成 石材饰面保温装饰板是由引进国外先进技术和设备生产的高性能保温装饰一体 化板材。外层为 8-15mm石材,花纹和品种可由客户自由选择。中间层为硬泡聚氨 酯,厚度 25-55mm,保温效果良好。内层为玻璃网格布,加强粘接性能。系统采用 粘接锚固法固定于墙面上。 五、 材料和性能 1、主要材料 : 1)保温装饰板外层为 8-15mm厚石材,其颜色和 花纹可根据客户要求自由选择,极大丰富了建筑立面的装饰效果。 同时也降低了建筑负重,增强了系统的安全性。 2)保温芯材采用聚氨酯,厚度为 25-55mm,导热系数小于 0.024w/m?k 保温性能良好,聚氨酯具有很好的稳定性和耐久性, 系统的保温性能可保持 30年以上不衰减。防火等级为 B2级。 3)内侧玻璃丝布保证了聚氨酯不扩散