不锈钢表面处理
- 不锈钢具有独特的强度、较高的耐磨性、优越的防腐性能及不易生锈等优良特性。故广泛运用于行业,食品机械,机电行业,家用电器行业及家庭装潢,精饰行业。不锈钢的运用发展前景会越来越广,但不锈钢运用发展很大程度上决定于它的表面处理技术发展程度。
-

选择特殊符号
选择搜索类型
请输入搜索
2.1.1 表面污染:附着在工件表面的油污、灰尘及酸、碱、盐等在一定条件转化为腐蚀介质,与不锈钢件中的某些成分发生化学反应,产生化学腐蚀而生锈。
2.1.2 表面划伤:各种划伤对钝化膜的破坏,使不锈钢保护能力降低,易与化学介质发生反应,产生化学腐蚀而生锈。
2.1.3 清洗:酸洗钝化后清洗不干净造成残液存留,直接腐蚀不锈钢件(化学腐蚀)。
2.2.1 碳钢污染:与碳钢件接触造成的划伤与腐蚀介质形成原电池而产生电化学腐蚀。
2.2.2 切割:割渣、飞溅等易生锈物质的附着与腐蚀介质形成原电池而产生电化学腐。
2.2.3 烤校:火焰加热区域的成份与金相组织发生变化而不均匀,与腐蚀介质形成原电池而产生电化学腐蚀。
2.2.4 焊接:焊接区域的物理缺陷(咬边、气孔、裂纹、未熔合、未焊透等)和化学缺陷(晶粒粗大、晶界贫铬、偏析等)与腐蚀介质形成原电池而产生电化学腐蚀。
2.2.5 材质:不锈钢材质的化学缺陷(成份不均匀、S、P杂质等)和表面物理缺陷(疏松、砂眼、裂纹等)有利于与腐蚀介质形成原电池而产生电化学腐蚀。
2.2.6 钝化:酸洗钝化效果不好造成不锈钢表面钝化膜不均匀或较薄,易于形成电化学腐蚀。
2.2.7 清洗:存留的酸洗钝化残液与不锈钢发生化学腐蚀的生成物与不锈钢件形成电化学腐蚀。
总之,不锈钢由于其特殊的金相组织和表面钝化膜,使得它在一般情况下较难与介质发生化学反应而被腐蚀,但并不是在任何条件下都不能被腐蚀。在腐蚀介质和诱因(如划伤、飞溅、割渣等)存在的条件下,不锈钢也能与腐蚀介质发生缓慢的化学和电化学反应被腐蚀,而且在一定条件下的腐蚀速度相当快而产生锈蚀现象,尤其是点蚀和缝隙腐蚀。不锈钢件的腐蚀机理主要为电化学腐蚀。
因此,在不锈钢产品在加工作业过程中应采取一切有效措施,尽量避免锈蚀条件和诱因的产生。实际上,许多锈蚀条件和诱因(如划伤、飞溅、割渣等)对于产品的外观质量也有显著的不利的影响,也应该和必须加以克服。
4.1.1 不锈钢件储存:应有专用存放架,存放架应为木质或表面喷漆的碳钢支架或垫以橡胶垫,以与碳钢等其它金属材质隔离。存放时,储存位置应便于吊运,与其它材料存放区相对隔离,应有防护措施,以避免灰尘、油污、铁锈对不锈钢的污染。
4.1.2 不锈钢件吊装:吊装时,应采用专用吊具,如吊装带、专用夹头等,严禁使用钢丝绳以免划伤表面;并且在起吊和放置时,应避免冲击磕碰造成划伤。
4.1.3 不锈钢件运输:运输时,应用运输工具(如小车、电瓶车等),并应洁净有隔离防护措施,以防灰尘、油污、铁锈污染不锈钢。严禁拖拉,避免磕碰、划伤。
4.2.1 加工区:不锈钢件的加工区域应相对固定。不锈钢件加工区的平台应采取隔离措施,如铺上橡胶垫等。不锈钢件加工区的定置管理、文明生产应加强,以避免对不锈钢件的损伤与污染。
4.2.2 下料:不锈钢件的下料采用剪切或等离子切割、锯切等。
⑴剪切:剪切时,应与送进支架隔离,落料斗也应铺以橡胶垫,避免划伤。
⑵等离子切割:等离子切割后,割渣应清理干净。批量切割时,对于已完成的零件应及时清理出现场,以避免割渣对工件的玷污。
⑶锯切下料:锯切下料时,夹紧应加以胶皮保护,锯切后应清理工件上的油污、残渣等。
4.2.3 机械加工:不锈钢件在车、铣等机械加工时也应注意防护,作业完成应清理干净工件表面的油污、铁屑等杂物。
4.2.4 成型加工:在卷板、折弯过程中,应采取有效措施避免造成不锈钢件表面划伤和折痕。
4.2.5 铆焊:不锈钢件在组对时,应避免强制组装,尤其避免火焰烤校装配。组对或制作过程如有临时采用等离子切割时,应采取隔离措施以避免割渣对其它不锈钢件的污染。切割后,工件上的割渣应清理干净。
4.2.6 焊接:不锈钢件焊接前必须认真清除油污、锈迹、灰尘等杂物。焊接时尽量采用氩弧焊接,采用手工电弧焊时应采用小电流、快速焊,避免摆动。严禁在非焊接区域引弧,地线位置适当、连接牢固,以避免电弧擦伤。焊接时应采取防飞溅措施(如刷白灰等方法)。焊后应用不锈钢(不得采用碳钢)扁铲彻底清理熔渣和飞溅。
4.2.7 多层焊:多层焊时,层间熔渣必须清除干净。多层焊时,应控制层间温度,一般不得超过60℃。
4.2.8 焊缝:焊缝接头应修磨,焊缝表面不得有熔渣、气孔、咬边、飞溅、裂纹、未熔合、未焊透等缺陷,焊缝与母材应圆滑过渡,不得低于母材。
4.2.9 矫形:不锈钢件的矫形,应避免采用火焰加热方法,尤其不允许反复加热同一区域。矫形时,尽量采用机械装置,或用木锤(橡皮锤)或垫橡皮垫锤击,禁止用铁锤锤击,以避免损伤不锈钢件。
4.2.10 搬运:不锈钢件在加工过程中进行搬运时,应用运输工具(如小车、电瓶车或天车等),并应洁净有隔离防护措施,以防灰尘、油污、铁锈污染不锈钢。严禁在平台或地面直接拖拉,严禁磕碰和划伤。
4.3.1 清理打磨:如有损伤应打磨,尤其与碳钢件接触造成的划伤和飞溅、割渣造成的损伤必须认真彻底地清理打磨干净。
4.3.2 机械抛光:要采用适当的抛光工具进行抛光,要求处理均匀一致,并避免过抛和再划伤。
4.3.3 除油除尘:不锈钢件在进行酸洗钝化前,必须按工艺清除油污、氧化皮、灰尘等杂物。
4.3.4 水喷砂处理:要根据不同的处理要求,选用不同的微玻璃珠、不同的工艺参数,并避免过喷等。
4.3.5 酸洗钝化:不锈钢件的酸洗钝化必须严格按工艺要求进行钝化。
4.3.6 清洗干燥:酸洗钝化后,应严格按工艺进行中和、冲洗、干燥,彻底清除残留的酸液。
4.3.7 保护:不锈钢件表面处理完毕后,应做好防护,避免人员抚摸和油污、灰尘等杂物的二次污染。
4.3.8 避免再加工:不锈钢件表面处理完毕后,应避免对该零部件或产品的再加工。
包括:化学品船、储罐、管道锅炉等不锈钢/低碳钢产品的表面处理,如打磨/抛光、酸洗/钝化、检验/监理、技术咨询等。
主要服务对象为船舶、石油化工及食品设备等行业。
不锈钢具有独特的强度、较高的耐磨性、优越的防腐性能及不易生锈等优良的特性。故广泛应用于化工行业,食品机械,机电行业,环保行业,家用电器行业及家庭装潢,精饰行业,给予人们以华丽高贵的感觉。 不锈钢的应用发展前景会越来越广,但不锈钢的应用发展很大程度上决定它的表面处理技术发展程度。
常用不锈钢表面处理技术有以下几种处理方法:①表面本色白化处理;②表面镜面光亮处理;③表面着色处理。1.2.1 表面本色白化处理:不锈钢在加工过程中,经过卷板、扎边、焊接或者经过人工表面火烤加温处理,产...
不锈钢表面通常较光滑,在表面涂装喷油漆,会出现一个问题就是油漆很容易就脱落,简单说就是粘不住,即使油漆好,不锈钢表面根本不处理,直接喷漆,附着力就是0级。如果油漆不适用于不锈钢,就是打磨处理了,也照样...
你好,如果是表面划伤后生锈, 两种方法: 1.用盐酸兑水,自己适量,用不锈钢钝化膏处理 ...
1.1.1 不锈钢主要成分:一般含有铬(Cr)、镍(Ni)、钼(Mo)、钛(Ti)等优质金属元素。
1.1.2 常见不锈钢:有铬不锈钢,含Cr≥12%以上;镍铬不锈钢,含Cr≥18%,含Ni≥12%。
1.1.3 从不锈钢金相组织结构分类:有奥氏体不锈钢,例如:1Cr18Ni9Ti,1Cr18Ni11Nb,Cr18Mn8Ni5。马氏体不锈钢,例如:Cr17,Cr28等。一般称为非磁性不锈钢和带有磁性不锈钢。
5.1 焊缝缺陷:焊缝缺陷较严重,采用手工机械打磨处理方法来弥补,产生的打磨痕迹,造成表面不均匀,影响美观。
5.2 表面不一致:只对焊缝进行酸洗钝化,也造成表面不均匀,影响美观。
5.3 划痕难除去:整体酸洗钝化,也不能将加工过程中产生的各种划痕去掉,并且也不能去除由于划伤、焊接飞溅而粘附在不锈钢表面的碳钢、飞溅等杂质,导致在腐蚀介质存在的条件下发生化学腐蚀或电化学腐蚀而生锈。
5.4 打磨抛光钝化不均匀:手工打磨抛光后进行酸洗钝化处理,对面积较大的工件,很难达到均匀一致处理效果,不能得理想的均匀表面。并且工时费用,辅料费用也较高。
5.5 酸洗能力有限:酸洗钝化膏并不是万能的,对等离子切割、火焰切割而产和黑色氧化皮,较难除去。
5.6 人为因素造成的划伤比较严重:在吊装、运输和结构加工过程中,磕碰、拖拉、锤击等人为因素造成的划伤比较严重,使得表面处理难度加大,而且也是处理后产生锈蚀的主要原因。
5.7 设备因素:在型材、板材卷弯、折弯过程中,造成的划伤和折痕也是处理后产生锈蚀的主要原因。
5.8 其他因素:不锈钢原材料在采购、储存过程中,由于吊装、运输过程产生的磕碰和划伤也比较严重,也是产生锈蚀的原因之一。
常用不锈钢表面处理技术有以下几种处理方法:①表面本色白化处理;②表面镜面光亮处理;③表面着色处理。
1.2.1 表面本色白化处理:不锈钢在加工过程中,经过卷板、扎边、焊接或者经过人工表面火烤加温处理,产生黑色氧化皮。这种坚硬的灰黑色氧化皮主要是NiCr2O4和NiF二种EO4成分,以前一般采用氢氟酸和硝酸进行强腐蚀方法去除。但这种方法成本大,污染环境,对人体有害,腐蚀性较大,逐渐被淘汰。对氧化皮处理方法主要有二种:
⑴喷砂(丸)法:主要是采用喷微玻璃珠的方法,除去表面的黑色氧化皮。
⑵化学法:使用一种无污染的酸洗钝化膏和常温无毒害的带有无机添加剂的清洗液进行浸洗。从而达到不锈钢本色的白化处理目的。处理好后基本上看上去是一无光的色泽。这种方法对大型、复杂产品较适用。
1.2.2 不锈钢表面镜面光亮处理方法:根据不锈钢产品的复杂程度和用户要求情况不同可分别采用机械抛光、化学抛光、电化学抛光等方法来达到镜面光泽。这三种方法优缺点如下:
1.2.3 表面着色处理:不锈钢着色不仅赋予不锈钢制品各种颜色,增加产品的花色品种,而且提高产品耐磨性和耐腐蚀性。
不锈钢着色方法有如下几种:
⑴化学氧化着色法;
⑵电化学氧化着色法;
⑶离子沉积氧化物着色法;
⑷高温氧化着色法;
⑸气相裂解着色法。
各种方法简单概况如下:
⑴化学氧化着色法:就是在特定溶液中,通过化学氧化形成膜的颜色,有重铬酸盐法、混合钠盐法、硫化法、酸性氧化法和碱性氧化法。一般“茵科法”(INCO)使用较多,不过要想保证一批产品色泽一致的话,必须用参比电极来控制。
⑵电化学着色法:是在特定溶液中,通过电化学氧化形成膜的颜色。
⑶离子沉积氧化物着色法化学法:就是将不锈钢工件放在真空镀膜机中进行真空蒸发镀。例如:镀钛金的手表壳、手表带,一般是金黄色。这种方法适用于大批量产品加工。因为投资大,成本高,小批量产品不合算。
⑷高温氧化着色法:是在特定的熔盐中,浸入工件保持在一定的工艺参数,使工件形成一定厚度氧化膜,而呈现出各种不同色泽。
⑸气相裂解着色法:较为复杂,在工业中应用较少。2100433B

 F.不锈钢表面处理
F.不锈钢表面处理
F.不锈钢表面处理
不锈钢表面处理:酸洗、钝化与抛光 材料研究所,河南洛阳 471039) 摘要 -4t 绍了近年来开发的部分不锈钢产品的酸洗、钝化及机械抛光、化学抛光、电化学抛光工艺,针 对不同的不锈钢牌号及零件规格,给出了相应的表面处理配方及工艺方案。 关键词:不锈钢;表面处理;酸洗;钝化;抛光 中图分类号: TG178 文献标识码: A 不锈钢因其优良的耐腐蚀性和良好的外观而广泛应用。不锈钢在生产过程中,不 可避免地 要经过退火、 正火 、淬火、焊接等加 工过程,表面 时常会 产生黑色的氧化皮。氧化皮不仅影响 不锈钢的外观 质量 ,也 会对产品的 后续加 工产生不 利影响 ,故在后续加 工前必须采 用酸洗、抛光 等表面处理方 法将其除去 。不 锈钢 氧化皮为Ni02、c~2o3、FeO· c~2o3、 FeO·Cr20·3Fe203等致密型氧 化物,去除难度 因不锈钢牌号 及零件规格、 制造条 件的
 不锈钢表面处理等级与分类
不锈钢表面处理等级与分类
不锈钢表面处理等级与分类
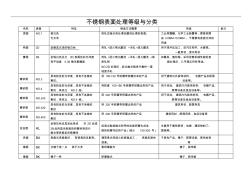
. . 不锈钢表面处理等级与分类 名称 表面 特征 制造方法概要 用途 备注 原面 NO.1 银白色 无光泽 热轧后施以热处理及酸洗处理的表面。 工业用槽罐、化学工业装置等,厚度较厚 由 3.0MM-10.0MM 。不需要有表面光泽的 用途 钝面 2D 呈略具光泽的银白色 热轧 +退火喷丸酸洗 +冷轧 +退火酸洗 用于深冲压加工,如汽车构件、水管等。 一般用材,深冲用材 雾面 2B 呈银白色且比 2D 表面佳的光泽度 和平坦度 0.39 微米粗糙度 热轧 +退火喷丸酸洗 +冷轧 +退火酸洗 +调 质轧制 NO.2D处理后,经过抛光辊进行最终一道 轻度冷轧 如餐具、建材等。采用改善机械性能的表 面处理后,几乎满足所有用途。 磨砂面 NO.3 具有较佳的光泽度,具有不连续的 粗纹。 用 100-120 号研磨带研磨出来的产品 用于建筑内外装饰材料、 电器产品及厨房 设备等。 磨砂面 NO
书名:不锈钢表面处理技术
图书编号:1014130
出版社:化学工业出版社
定价:32.0
ISBN:750255865
作者:陈天玉
出版日期:2008-01-01
版次:1
开本:16开
《不锈钢表面处理技术》全面地介绍了不锈钢处理的各种技术,包括除油、除氧化皮、抛光技术、电镀、化学镀技术、钝化技术以及化学着色、电化学着色技术、腐蚀刻蚀技术,第二版中还增加了钢铁材料上镀不锈钢镀层的技术。书中既有原理介绍,又有大量的实用配方和应用实例,还有许多最新的研究成果。
本书可供不锈钢制品的生产管理人员、产品开发技术人员参考,又可供表面处理技术人员阅读。
不锈钢的表面处理是不锈钢制品生产中必经的环节。本书内容包括除油、除氧化皮、抛光技术、电镀、化学镀技术、钝化技术,以及化学着色、电化学着色技术,最后还介绍了颇为实用的腐蚀刻蚀技术。书中既有原理介绍,又有大量的实用配方和应用实例,还有许多最新的研究成果。
