不锈钢的焊接
- 《不锈钢的焊接》是2009年10月由机械工业出版社出版的图书,作者是于启湛、史春元。该书讲述了不锈钢的焊接性、焊接材料、焊接工艺及焊接接头性能等内容。
-

选择特殊符号
选择搜索类型
请输入搜索
《不锈钢的焊接》可供从事不锈钢焊接的工程技术人员、科研人员以及高等院校焊接专业师生参考。
金属的热导率和比热容强烈地影响被焊材料的熔化、熔池的形成、焊接区温度场合焊缝结晶过程。当两种金属在这方面差异很大时,可使被焊材料熔化不同步,熔池形成和金属结合不良,导致焊缝结晶条件变坏,焊缝性能和形成...
不锈钢的焊接方法哪种好:1、薄的的不锈钢是用氩弧焊比较好。2、厚的要开破口的用MIG焊,或焊条焊。
氩弧焊氩气保护焊接的方法

 双相不锈钢的焊接特性和焊接材料
双相不锈钢的焊接特性和焊接材料
双相不锈钢的焊接特性和焊接材料
首先对双相不锈钢进行了概述,讲述了双相不锈钢的优缺点。然后通过和其他耐蚀钢进行比较,讲述了双相不锈钢的焊接特性,最后着重讲述了双相不锈钢的焊接材料,具有一定的参考意义和借鉴价值。
 紫铜与不锈钢的焊接
紫铜与不锈钢的焊接
紫铜与不锈钢的焊接
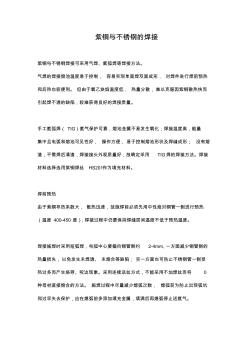
紫铜与不锈钢的焊接 紫铜与不锈钢焊接可采用气焊、氩弧焊等焊接方法。 气焊的焊接熔池温度易于控制, 容易实现单面焊双面成形, 对焊件进行焊前预热 和后热也较便利。 但由于氧乙炔焰温度低, 热量分散,难以克服因紫铜散热快而 引起焊不透的缺陷,较难获得良好的焊接质量。 手工氩弧焊( TIG)氩气保护可靠,熔池金属不易发生氧化;焊接温度高,能量 集中且电弧和熔池可见性好, 操作方便,易于控制熔池形状及焊缝成形; 没有熔 渣,不需焊后清渣,焊接接头外观质量好,故确定采用 TIG焊的焊接方法。焊接 材料选择选用紫铜焊丝 HS201作为填充材料。 焊前预热 由于紫铜导热系数大, 散热迅速,故施焊前必须先用中性焰对铜管一侧进行预热 (温度 400-450 度),焊接过程中仍要保持焊缝层间温度不低于预热温度。 焊接施焊时采用短弧焊,电弧中心要偏向铜管侧约 2-4mm,一方面减少铜管侧的 热量损失,以免发生未
本书针对社会发展中用量最大的合金结构钢及不锈钢的焊接,阐述其焊接性特点和焊接工艺要点等,突出了工程领域中(如工程机械、锅炉及压力容器、建筑、桥梁、石油化工等)的焊接应用,具有先进性、系统性和实用性等特色。本书内容涉及的是合金结构钢及不锈钢焊接中经常遇到的问题,选用了一些新工艺和成功的经验,给出了相关焊接技术数据及针对一些典型工程结构产品的焊接应用实例,可以指导焊接生产和新产品研发。
本书内容反映了当前合金结构钢及不锈钢焊接技术的应用现状,可供从事与焊接技术相关的工程技术人员使用,也可供高等院校师生、科研和企事业单位的科研人员参考。







点击焊接帝国
第1章
概述
11钢的分类及用途1
111钢的分类特点1
112钢铁材料的用途2
12钢中的合金元素及杂质4
121合金元素4
122合金元素与Fe、C的相互作用7
123合金元素对钢相变的影响9
124钢中的杂质及含量控制12
13钢的强化与韧化15
131钢的强化机制15
132钢的韧化18
133控轧控冷技术的影响21
第2章
热轧、正火及控轧钢的焊接24
21热轧、正火及控轧钢的分类及性能24
211低合金结构钢的分类及特点24
212热轧及正火钢的成分和性能26
213微合金控轧钢的成分和性能34
214低合金耐候结构钢39
22钢材焊接性评定中存在的问题41
221提高低合金高强钢性能的途径41
222冶金技术进步对焊接冶金的影响41
223对焊接性评定的影响43
23热轧、正火及控轧钢的焊接性分析44
231冷裂纹及影响因素45
232焊缝合金化和组织调控49
233热裂纹和再热裂纹51
234热影响区脆化和软化52
235层状撕裂56
24热轧、正火及控轧钢焊接工艺58
241焊接材料及工艺要点59
242焊接工艺参数68
243焊接新工艺示例72
244高效气体保护焊74
245焊前预热及焊后处理75
246典型钢种的焊接77
第3章
低合金调质钢的焊接86
31低合金调质钢的分类及性能86
311低合金调质钢的分类86
312低合金调质钢的成分和性能87
313中碳调质钢的分类和性能95
32低合金调质钢的焊接性特点98
321高强钢焊缝的强韧性匹配99
322焊接冷裂纹102
323焊接热裂纹和再热裂纹104
324热影响区性能变化105
33低合金调质钢的焊接工艺特点107
331焊接方法和焊接材料选用107
332焊接工艺参数及影响因素113
333焊前预热和焊后热处理114
334低合金调质钢的焊接示例115
34中碳调质钢的焊接127
341中碳调质钢的焊接性特点128
342中碳调质钢焊接方法及焊接材料130
343中碳调质钢焊接工艺131
第4章
低合金耐热钢的焊接137
41低合金耐热钢的分类及性能137
411低合金耐热钢的基本特性137
412珠光体耐热钢的成分及性能139
413铁素体耐热钢的成分及性能140
42低合金耐热钢的焊接性分析144
421组织和性能特点144
422热影响区硬化及冷裂纹150
423热裂纹和再热裂纹(SR裂纹)152
424热影响区回火脆性153
43低合金耐热钢的焊接工艺要点154
431焊接方法和焊接材料154
432焊前预热和焊后热处理162
433珠光体耐热钢的焊接要点163
434新型铁素体耐热钢的焊接要点165
435T91/P91钢的焊接示例168
第5章
低温钢的焊接174
51低温钢的分类、成分及性能174
511低温钢的分类及特点174
512低温钢的化学成分及组织176
513低温钢的力学性能178
514低温钢的应用180
52低温钢的焊接性分析182
521对钢材成分和性能的要求182
522无Ni低温钢的焊接性特点182
523含Ni低温钢的焊接性特点183
524奥氏体低温钢的焊接性特点183
53低温钢的焊接工艺特点184
531焊接方法及焊材选用184
532低温钢的焊条电弧焊185
533低温钢的埋弧焊187
534低温钢的氩弧焊189
54低温钢的焊接示例193
541铝镇静A3366低温钢的焊接193
54209MnNiDR低温钢的焊接195
54335Ni低温钢的焊接197
5449Ni低温钢储罐的焊接199
第6章
奥氏体不锈钢的焊接204
61奥氏体不锈钢分类、成分及性能204
611奥氏体不锈钢的类型204
612奥氏体不锈钢的成分和力学性能205
613奥氏体不锈钢的物理冶金性能211
62奥氏体不锈钢的焊接性分析216
621奥氏体不锈钢焊接接头的耐蚀性216
622奥氏体不锈钢焊缝的凝固模式222
623奥氏体不锈钢焊接热裂纹225
624析出相及脆化231
63奥氏体不锈钢焊接工艺233
631奥氏体不锈钢焊接方法233
632奥氏体不锈钢焊接材料235
633奥氏体不锈钢焊接参数及工艺要点237
64奥氏体不锈钢焊接示例242
641奥氏体不锈钢蒸煮锅的焊接242
642不锈钢储罐的药芯焊丝气体保护焊243
643不锈钢乳化缸的等离子弧焊244
644奥氏体不锈钢的激光焊245
第7章
铁素体和马氏体不锈钢的焊接249
71铁素体和马氏体不锈钢的基本特性249
711铁素体不锈钢的类型和特点249
712铁素体不锈钢的成分与性能251
713马氏体不锈钢的类型255
714马氏体不锈钢的成分与性能256
72铁素体不锈钢的焊接261
721铁素体不锈钢的焊接性分析261
722铁素体不锈钢的焊接工艺268
723铁素体不锈钢焊接示例273
73马氏体不锈钢的焊接276
731马氏体不锈钢的焊接特点276
732马氏体不锈钢的焊接性分析277
733马氏体不锈钢的焊接工艺279
734马氏体不锈钢焊接示例286
第8章
双相不锈钢的焊接290
81双相不锈钢的类型及耐蚀性290
811双相不锈钢的类型290
812双相不锈钢的耐蚀性292
82双相不锈钢的焊接性分析296
821焊接裂纹和气孔倾向296
822双相不锈钢焊接区的组织特性299
823双相不锈钢焊接接头的析出现象303
824双相不锈钢焊接接头的力学性能307
83双相不锈钢的焊接工艺特点309
831焊接方法和焊接材料309
832焊接工艺措施311
833含氮双相不锈钢的焊接特点313
834超级双相不锈钢的焊接特点313
第9章
高强钢的焊接应用318
91建筑、桥梁318
911奥运主体育场钢结构柱脚的焊接318
912大型高炉和热风炉的焊接321
913钢桥主体结构(主梁)的焊接326
92船舶和车辆制造333
921船体结构的焊接333
922汽车滚装船的焊接338
923海洋平台结构的焊接341
924车辆转向架构架的焊接344
925NX70型共用车底架的焊接346
93工程机械、煤矿机械347
931工程装载机铲斗高强异种钢的焊接347
932起重机结构件的焊接352
933挖掘机铲斗的焊接355
934煤矿液压支架结构件的焊接357
935桥式起重机的焊接358
94化工压力容器360
941厚壁加氢反应器的焊接360
942低合金钢球罐的焊接363
94315万立方米原油储罐的焊接367
94416MnR钢制液化石油气球罐的焊接368
95电力建设369
951锅炉筒体(汽包)、集箱的焊接369
952锅炉管子、膜式水冷壁的焊接375
953汽轮机转子的焊接379
954水轮机蜗壳的焊接381
96输油输气管线384
961管线高强钢的焊接384
962X70钢输气管线向下立焊工艺387
97核能设备389
971核反应堆压力容器的焊接389
972核电站蒸汽发生器外壳的焊接395
973核反应堆管道的焊接398
98航空工程399
981航空工程结构的焊接特点400
982飞机起落架的焊接400
983飞机机身钢结构件的焊接401
参考文献403 2100433B