不锈钢电解抛光机文献

 不锈钢电解抛光
不锈钢电解抛光
不锈钢电解抛光
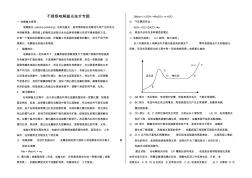
不锈钢电解抛光技术专题 一 .电解抛光原理: 电解抛光 (electro-polishing) 也称电抛光,是利用阳极在电解池中所产生的电化 学溶解现象,使阳极上的微观凸起部分发生选择性溶解以形成平滑表面的方法。 它是一个复杂的阳极氧化过程,伴随着工件表面的溶解和和氧化,但又不同于阳 极氧化。电解抛光的抛光机理是: 1. 黏膜理论: 电解抛光在一定的条件下,金属阳极的溶解速度大于溶解产物离开阳极表面 向电解液中扩散的速度,于是溶解产物就在电极表面积累,形成一层黏性膜,这 层黏性膜的电阻比电解液的大,而且可以溶解在电解液中,它沿阳极表面的分布 是不均匀的,在表面的微凸处的微黏膜厚度比凹处小,导致凸处的电阻也较小, 从而造成电流集中,与微凹处相比,微凸处电流密度较大,电位升高,从而使氧 气容易析出,有利于黏膜溶解扩散,加快了微凸部位金属的溶解。随着电解抛光 时间的延续,阳极表面上的微凸处被逐渐
 不锈钢电解抛光挂点发黑原因与解决
不锈钢电解抛光挂点发黑原因与解决
不锈钢电解抛光挂点发黑原因与解决
关于电解抛光后工件上留有黑色及烧焦的挂点原因分析 挂点形成的原因: 首先可以肯定挂点并不是因为电解液的原因所造成的。 而是因为所需电解的工件所需 消耗的电流较大,而挂具丝所能通过的电流有限, 已超过挂具丝所能承受的最大电流, 所以导致挂具丝因通过的电流过大, 而挂具丝在温度越高电阻越大的情况下发生过热 或烧红的现象,从而产生挂点。 解决方案: 1、 选择导电性能较好的材料做挂具:一般来讲,铜的导电率是钛丝的 20倍以上, 所以铜挂具的导电能力比钛挂具的导电能力要强, 更不容易产生挂点。一般可以采用 有弹性及硬度较好的磷铜丝做挂具。 当然还要考虑挂个的使用寿命问题,钛挂具在耐 腐蚀方面明显要优于铜丝。不同的电解液对铜的溶解能力不一,根据我的所见,有的 厂家电解液可能三五天内铜丝可能就完全溶解完了。 也有的一个月左右。 但在桃源牌 电解液中铜丝基本寿命可以达到3个月或更长时间再更换。所以换铜丝