不锈钢焊条A902主要用途文献

 不锈钢焊条的主要性能与用途
不锈钢焊条的主要性能与用途
不锈钢焊条的主要性能与用途
不锈钢焊条的主要性能与用途 不锈钢是以铬或铬镍为主加元素的铁基合金钢,其 w(Cr) 一般 >12%。因此,按化学成分分不锈钢 有以铬为主的高铬型不锈钢和以铬、 镍为主的高铬镍型不锈钢两类。 与之相应焊接不锈钢的焊条 也有以铬为主的铬不锈钢焊条 (GXXX系列 )和以铬镍为主的铬镍不锈钢焊条 (AXXX系列 )两类。这 两类焊条的主要化学成分、力学性能和用途 . 见下表。 不锈钢焊条的主要性能及用途 (GB/T983-1995) 牌号型号药皮类型电源种类熔敷金属主要化学成分 (质量分数 )%主要力学性能主要用途 Σ b(MPa)δ5(%) G202E410-16 钛钙型交、直流 C≤0.12,Mn≤1.0,Si≤0.9,Cr=11.0 ~13.5 ,Ni≤0.7,S≤0.03, P≤0.04,Mo≤0.75,Cu≤0.7545020 用于焊接 0Cr13、1Cr13 不锈钢结构,也可用
 不锈钢焊条的主要性能与用途
不锈钢焊条的主要性能与用途
不锈钢焊条的主要性能与用途
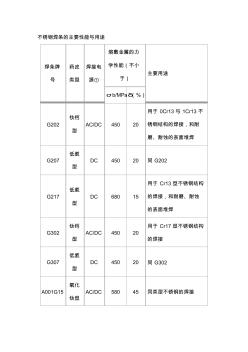
不锈钢焊条的主要性能与用途 焊条牌 号 药皮 类型 焊接电 源① 熔敷金属的力 学性能(不小 于) 主要用途 σb/MPaδ(%) G202 钛钙 型 AC/DC 450 20 用于 0Cr13与 1Cr13不 锈钢结构的焊接,和耐 磨、耐蚀的表面堆焊 G207 低氢 型 DC 450 20 同 G202 G217 低氢 型 DC 680 15 用于 Cr13型不锈钢结构 的焊接,和耐磨、耐蚀 的表面堆焊 G302 钛钙 型 AC/DC 450 20 用于 Cr17型不锈钢结构 的焊接 G307 低氢 型 DC 450 20 同 G302 A001G15 氧化 钛型 AC/DC 580 45 同类型不锈钢的焊接 A002 钛钙 型 AC/DC 520 35 焊接超过低碳 0Cr18Ni9 或 00Cr18Ni10 不锈钢结 构,如合成纤维、化肥、 石油等设备 A002A 氧化 钛型 AC/
