选择特殊符号
选择搜索类型
请输入搜索
不锈钢电解抛光是将不锈钢制品挂在阳极上,在电解抛光液中进行阳极电 解加工。电解抛光是一种特殊的阳极过程,在整个阳极电解抛光过程中,不锈钢制品表面同时进行着两个相互矛盾的过程,即金属表面氧化膜的不断生成和溶解。但是不锈钢制品表面凸起部位和凹洼部位化学成膜进入钝态的条件是不相同的,又由于阳极溶解,阳极区金属盐浓度不断增加,在不锈钢制品表面形成一种高电阻率的稠性粘膜层。稠性粘膜在制品表面微观凹凸处厚度是不相同的,并使阳极微观表面电流呈不均匀分布。微观凸起处电流密度大,溶解较快,使制品表面毛刺或微观凸起处优先溶解而达到整平;凹洼处电流密度较小,溶解也较慢。由于电流密度分布不同,制品表面以不同速率不断成膜与溶解。阳极表面同时进行着两个相反的过程,成膜与溶解,钝化膜的不断生成、溶解,使不锈钢制品表面被整平,达到高度光滑和光泽的外观,满足了不锈钢制品表面抛光精饰目的。
化学抛光是不锈钢常用的表面处理工艺,与电化学抛光工艺相比,其最大优点是不需要直流电源和特殊夹具,可以抛光形状复杂的零件,生产率很高。就功能性而言,化学抛光除了能得到物理、化学清洁度的表面外,还能除去不锈钢表面的机械损伤层和应力层,得到机械清洁度的表面,这有利于防止零件的局部腐蚀,提高机械强度、延长零件使用寿命。从本世纪40年代初有了关于不锈钢化学抛光的专利以来,迄今已有不少配方公诸于世,但人们在实际应用时仍然感到很困难。因为不锈钢品种繁多,不同牌号的不锈钢具有不同的腐蚀规律,不可能采用同一种溶液,所以不锈钢化学抛光溶液有多种类型。
化学抛光溶液的基本组成包括腐蚀剂、氧化剂和水。腐蚀剂是主要成份,如果不锈钢在溶液中溶解,抛光便不能进行。氧化剂和添加剂可抑制过程,使反应朝有利于抛光的方向进行。水对溶液浓度起调节作用,便于反应产物的扩散。不锈钢化学抛光能否顺利进行,取决于上述成分的合理配合。
不锈钢在热加工、机械加工或放置一定时间后其表面会形成一层黑色或灰色氧化皮, 其主要成分为Cr2O3 、NiO 以及十分难溶的FeO、Cr2O3 , 它们的存在一方面影响外观质量, 另一方面也影响产品的使用性能,因此要采取适当措施加以清除。有关不锈钢的氧化皮清除及光饰等表面处理已有很多的报道。不锈钢抛光作为一种成熟的表面处理方法,得到了广泛的应用,抛光可进一步提高不锈钢的耐蚀性和光亮效果。
深圳市宝安区松岗裕得利五金电镀厂 报价:100.00元 位在深圳市宝安区松岗镇红星村港联工业区,是一家集生产加工、商业服务的私营独资企业。 主要经营 一、电镀金(24K、18K、砂金)镀银 ...
供应不锈钢针,杯,罐,管电解抛光机 ¥10000.00
【不锈钢电解抛光液是一种电解质】电解液的主要作用是:作为导电介质传递电流;在电场作用下进行电化学反应,使阳极溶解能顺利而有控制地进行;及时地把加工间隙内产生的电解产物及热量带走,起更新与冷却作用。 ...
不锈钢因其较高的耐蚀性及装饰性而得到广泛的应用, 尤其在医疗用具、食品工业用具、餐具、厨房用具等方面得到普及与推广。不锈钢用具应耐蚀、外观光亮和清洁卫生,用具表面不应附有对人体有毒的物质。因此对生产这类用具的表面处理提出要求,就是要彻底清除表面的有害物质。
目测法,将抛光后零件 表面的光亮度分为5级:
1级:表面有白色氧化膜,无光亮度;
2级:略有光亮,看不清轮廓;
3级:光亮度较好,能看出轮廓;
4级:表面光亮 ,较清晰地看出轮廓 (相当于电化学抛光的表面质量);
5级:镜面般光亮。
研磨操作中用砂纸或砂带进行的研磨基本上属于磨光切割操作,在钢板表面留下很细的纹路。
在用氧化铝作为磨料时曾遇到过麻烦,其部分原因是压力问题。
设备的任何研磨部件,如:砂带和磨轮等,使用前绝不能用于其它非不锈钢材料。因为这样会污染不锈钢表面。
为了保证表面加工的一致性,新砂轮或砂带应先在成分相同的废料上试用,以便同样品进行比较。

 不锈钢电解抛光
不锈钢电解抛光
不锈钢电解抛光
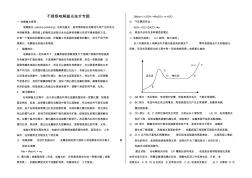
不锈钢电解抛光技术专题 一 .电解抛光原理: 电解抛光 (electro-polishing) 也称电抛光,是利用阳极在电解池中所产生的电化 学溶解现象,使阳极上的微观凸起部分发生选择性溶解以形成平滑表面的方法。 它是一个复杂的阳极氧化过程,伴随着工件表面的溶解和和氧化,但又不同于阳 极氧化。电解抛光的抛光机理是: 1. 黏膜理论: 电解抛光在一定的条件下,金属阳极的溶解速度大于溶解产物离开阳极表面 向电解液中扩散的速度,于是溶解产物就在电极表面积累,形成一层黏性膜,这 层黏性膜的电阻比电解液的大,而且可以溶解在电解液中,它沿阳极表面的分布 是不均匀的,在表面的微凸处的微黏膜厚度比凹处小,导致凸处的电阻也较小, 从而造成电流集中,与微凹处相比,微凸处电流密度较大,电位升高,从而使氧 气容易析出,有利于黏膜溶解扩散,加快了微凸部位金属的溶解。随着电解抛光 时间的延续,阳极表面上的微凸处被逐渐
 不锈钢的电解抛光及钝化_方刚
不锈钢的电解抛光及钝化_方刚
不锈钢的电解抛光及钝化_方刚
不锈钢的电解抛光及钝化_方刚
(1)不锈钢抛光机输出好的光束质量,包括模式及模的稳定性;
(2)不锈钢抛光机输出功率是否够大(这是速度和效果的关键),能量是否稳定(通常要求稳定度为2%,在某些场合则要求1%,这样才能加工出理想效果);
(3)不锈钢抛光机应具有高可靠性,应能在苛刻的工业加工环境下连续工作;
(4)不锈钢抛光机本身应具有良好的维护性,有故障诊断和连锁功能,停机时间要短;
(5)操作简单方便,控制键功能明确,能拒绝非法操作,保护不锈钢抛光机不受损坏。
不锈钢抛光机选购应遵循的原则:不锈钢抛光机技术具有许多宝贵的特点。但是,具体到某个产品到底是否适合采用这一技术,应遵循以下几点原则:
(1)用现有其它方法都不能解决,只有用抛光加工的方法才能解决的;
(2)用现有其它加工方法可以解决,但若采用抛光加工方法则可大大提高产品质量、提高生产效率和明显增加经济、社会效益的;
(3)要充分考虑加工流程中同抛光加工相关的那些相匹配的环节;
(4)要重视抛光加工与常规加工复合的加工技术的应用,以便充分利用各自的长处;
(5)在实际应用中,如果经济不紧张的话,建议购买进口配置,因为国内有些技术还达不到要求,国外的配置机器性能稳定,售后维护少,大大的提升了工作效率。
磁力不锈钢抛光机主要是用于金属《如不锈钢,铝,铜等》的表面处理,磁力不锈钢抛光机是国内首个采用永久性耗材的设备。还有多重功效,抛光,清洗,去除毛刺等精密研磨工作一次性完成。摆脱了传统抛光难,时间长,耗材消耗大等一系列问题。


a、机器抛光:机器抛光是靠切削、材料表面塑性打磨去掉被抛光后的凸部而得到滑面的抛光办法,一般是运用油石条、羊毛轮、砂纸等抛光研磨材料,以不锈钢自动抛光设备操作爲主,抛光出来的外表质量高 要求高的可采用。不锈钢抛光机设备是采用特制的零件和抛光原理,在含有磨料的研抛液中,紧压在工件被加工外表上,作高速旋转运动.应用该技术可以到达Ra0.008μm的外表粗糙度,是各种抛光办法中最高的。 b、化学抛光:是让材料在化学介质中表面凸出的部分溶解,进行抛光成平滑面.此种方法抛光适用于超小的零件。 c、 电解抛光:电解抛光基本原理与化学抛光相同,靠溶解材料表面凸出部分,使表面光滑. d、超声波抛光:将工件放入磨料悬浮液中并一起置于超声波场中,依靠超声波,使磨料在工件表面磨削抛光。 e、流体抛光:流体抛光是用高速流动的液体及其携带的磨粒打磨金属表面来抛光。 f、 磁研磨抛光:磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件抛光。 g、手工抛光:人工手持手动打磨抛光机对产品进行打磨,缺点很明显,人工成本高,效率还不高。 工具也就是在方法之中:不锈钢自动抛光机、化学抛光机、电解抛光机、超声波抛光机、流体抛光机、磁研磨抛光机、手持抛光机。其中不锈钢自动抛光机抛光物件,效果最为明显。 所以得出结论,不锈钢自动抛光机抛光金属比较为好,大大提高效率和省去大量人工成本,价值和性价比更高!