船舶焊接工艺学文献

 船舶焊接工艺评定专家系统的研究与开发
船舶焊接工艺评定专家系统的研究与开发
船舶焊接工艺评定专家系统的研究与开发
焊接工艺评定是控制船舶焊接结构质量不可缺少的重要环节。本系统引入知识管理和专家推理,建立了基于网络环境的焊接工艺评定专家管理系统,实现了船舶焊接工艺评定过程中的数据和流程的全过程管理,对提升船舶焊接工艺评定的技术水平和推动企业的信息化建设都有着十分重要的意义。本文基于船舶焊接工艺评定专家管理系统的开发,论述了系统的总体设计、功能结构、工艺知识库的建立和专家推理等。
 船舶首门建造与焊接工艺
船舶首门建造与焊接工艺
船舶首门建造与焊接工艺
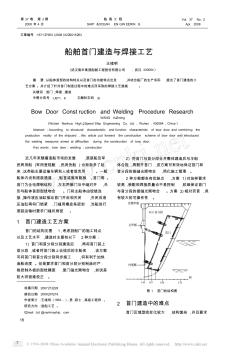
收稿日期 :2007212228 修回日期 :2008201218 作者简介 :王绪明 ( 1964 - ) ,男 ,硕士 ,高级工程师 。 研究方向 :造船工艺 。 E2mail :bd @nanhnaship. com 文章编号 :1671 27953 (2008 ) 0220018203 船舶首门建造与焊接工艺 王绪明 (武汉南华高速船舶工程股份有限公司 , 武汉 430064 ) 摘 要 :从船体首部的结构特点以及首门的功能特点出发 ,并结合船厂的生产实际 ,提出了首门建造的工 艺方案 。并介绍了针对首门制造过程中的难点所采取的焊接工艺措施 。 关键词 :首门 ;焊接 ;建造 中图分类号 :U671. 8 文献标志码 :B Bow Door Const ruction and Welding Procedure Research WANG Xu2ming (Wuhan N