随着工业的发展和对外开放与技术合作的需要,中国对表面粗糙度的研究和标准化愈来愈被科技和工业界所重视, 为迅速改变国内表面粗糙度方面的术语和概念不统一的局面,并达到与国际统一的作用,中国等效采用国际标准 化组织(ISO)有关的国际标准制订了GB3505-1983《表面粗糙度术语表面及其参数》。GB3505专门对有关表面粗糙 度的表面及其参数等术语作了规定,其中有三个部分共27个参数术语:a. 与微观不平度高度特性有关的表面粗糙度参数术语。其中定义的常用术语为:轮廓算术平均偏差Ra、 轮廓均方根偏差Rq、轮廓最大高度Ry和微观不平度十点高度Rz等11个参数。
b. 与微观不平度间距特性有关的表面粗糙度参数术语。其中有轮廓微观不平度的平均间距Sm、 轮廓峰密度D、轮廓均方根波长lq以及轮廓的单峰平均间距S等共9个参数。
c. 与微观不平度形状特性有关的表面粗糙度参数术语。这其中有轮廓偏斜度Sk、 轮廓均方根斜率Dq和轮廓支承长度率tp等共5 个
3.精密加工表面性能评价的内容及其迫切性
表面粗糙度参数这一概念开始提出时就是为了研究零件表面和其性能之间的关系,4.表面粗糙度理论的新进展 表面形貌评定的核心在于特征信号的无失真提取和对使用性能的量化评定,国内外学者在这一方面 做了大量工作,提出了许多分离与重构方法。随着当今微机处理技术、集成电路技术、机电一体化 技术等的发展,出现了用分形法、Motif法、功能参数集法、时间序列技术分析法、最小二乘多项式 拟合法、滤波法等各种评定理论与方法,取得了显著进展,下面对相对而言比较成熟的分形法、 Motif法、特定功能参数集法进行介绍。表面粗糙度仪(光洁度)的国家标准主要术语及定义
本资料给出的参数符合GB/T3505-2000《产品几何技术规范表面结构 轮廓法 表面结构的述语、定义及参数》、符合GB/T6062-2002《产品几何量技术规范(GPS)表面结构 轮廓法接触(触针)式仪器的标称特性》 。
粗糙度仪技术术语
(1)表面粗糙度:取样长度L
取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。
(2)表面粗糙度:评定长度Ln
由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。
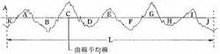
(3)表面粗糙度:轮廓中线(也有叫曲线平均线)M
轮廓中线M是评定表面粗糙度数值的基准线。
粗糙度仪评定参数
国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
表面粗糙度高度参数共有三个:
(1)轮廓算术平均偏差Ra :
在取样长度L内,轮廓偏距绝对值的算术平均值。
(2)微观不平度十点高度Rz
在取样长度L内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
(3)轮廓最大高度Ry
在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
表面粗糙度间距参数共有两个:
(4)轮廓单峰平均间距S
两相邻轮廓单峰的最高点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度L内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。
(5)轮廓微观不平度的平均间距Sm
含有一个轮廓峰和相邻轮廓谷的一段中线长度Smi,称轮廓微观不平间距。
表面粗糙度综合参数:
(6)轮廓支承长度率tp
轮廓支承长度率就是轮廓支承长度np与取样长度L之比 。2100433B

 世界交通标志之历史沿革
世界交通标志之历史沿革
 中国博物馆建筑历史沿革及发展概况
中国博物馆建筑历史沿革及发展概况