由于磁轭的存在,我们可以把通电线包(线圈)、永磁体生产的磁力线传到我们需要的地方,这点有一点象电路 中的导线(导体)。然后在我们需要的地方形成磁场。如图所示。
-

选择特殊符号
选择搜索类型
请输入搜索
1)磁粉检测人员未经矫正或经矫正的近视和远视力就不低于5.0(小数记录值为1.0)并一年检查1次不得有色盲。
2)焊接接头的磁粉检测的检测时机应安排在焊接工序完成之后进行。对于有延迟裂纹倾向的材料,磁粉检测应根据要求至少在焊接完成后24h后进行。除另有要求,对于紧固件和锻件的磁粉检测应安排在最终热处理之后进行。
3)非荧光磁粉磁悬液的配制浓度为10-25g/L。
4)检测前,应进行磁悬液润湿性能检验。将磁悬液施加在被检工件表面上,如果磁悬液的液膜是均匀连续的,则磁悬液的润湿性能合格。如果液膜被断开,则磁悬液中润湿性能不合格,需要换用别的型号的磁膏。磁悬液的施加采用喷法。
5)当使用磁轭最大间距时,交流电磁轭至少应有45N的提升力;交叉磁轭至少应有118N的提升力(磁极与试件表面间隙为0.5mm),电磁轭的提升力与磁粉设备上的电流表至少每半年校验一次。出现损坏或检修后应重新进行校验。
6)磁轭的磁检间距应控制在75mm-200mm之间,检测的有效区域为两极连线两侧各50mm的范围内,磁化区域每次应有不少于15mm的重叠。进行检测时磁轭在同一部位,互相垂直检验两次。交叉磁轭法磁极与工件间隙不大于1.5mm。移动速度不大于4m/min。
7)磁粉检测时一般应选用A130/100型标准试片(被检工件尺寸较小时可选用C-15/50型试片)检验磁粉检测设备、磁粉和磁悬液的综合性能,了解被检工件表面有效磁场强度和方向、检测区以及磁化方法是否正确。
8)标准试片使用时应将试片无人工缺陷的面朝外为使试片与被检面接触良好可用透明胶带将其平整粘贴在被检面上并注意胶带不能覆盖试片上的人工缺陷标准试片表面不得有锈蚀、褶皱或磁特种发生改变时不得继续使用。
9)为增强对比度,可以使用反差增强剂。
10)表面可见光照度应大于或等于1000LX;当条件限制无法满足时,光照度可以适当降低,但不得低于500LX。
11)施加磁粉的工艺以及观察磁痕显示都应在磁化通电时间内完成,通电时间为1S-3S停施磁悬液至少1S后方可停止磁化。为保证磁化效果至少反复磁化两次。辨别细小裂纹时可用2-10倍放大镜进行观察。
由于磁轭的存在,我们可以把通电线包(线圈)、永磁体生产的磁力线传到我们需要的地方,这点有一点象电路 中的导线(导体)。然后在我们需要的地方形成磁场。如图所示。
中频电炉炉体内置仿形磁轭,磁轭屏蔽能减少漏磁,防止炉体发热,提高效率。同时磁轭起支撑固定感应圈作用,使炉体达到高强度、低噪音。磁轭是采用冷轧硅钢片,不锈钢夹板制作的月牙形磁轭,铁芯与线圈的结合面为圆弧面,压紧处是一个面而不是过去的一条线,这种的结构压紧效果好、漏磁少。硅钢片叠装后,用专用夹板加紧,而不用专用的穿心螺杆加紧,此种结构能充分利用硅钢片的导磁面积,减少中频电炉炉体局部发热的可能性。
在磁轭与不锈钢板夹之间装有特殊设计的水冷散热器,中频感应炉在运行状态下,保证上磁轭处于常温状态,防止因磁轭温度甚高而导致其变形,从而加强了对感应圈的支撑,提高了炉子整体强度。
必须提醒下你,这种机器其实是防电的,但是使用过程中还是要注意不要触电,那些裸露的电线都要包装起来的,这样才安全的。 1、洗前准备:收起排水管,确认电源插座可靠接地后,将电源插头插入电源插座,再放置洗涤...
1.试车前必须作好电源、液压系统轨道等部位的安全检查,按规定要求加注润滑油。多人操作应有人统一指挥。2.加工工件必须卡、压牢固。加工中若板料松动,应停车进行调整。3.利用行车装卸工件时必须遵守挂钩工安...
格式不固定,根据各单位要求编制;比如有高压操作规程、维修操作规程、安全操作规程;百度文库有各种各样的。 下面这个是例子: 电工安全操作规程一、作业目的1、凡参与本工作必须经过安全技术培训考试合格发给特...
中频电炉炉体内置仿形磁轭,磁轭屏蔽能减少漏磁,防止炉体发热,提高效率。同时磁轭起支撑固定感应圈作用,使炉体达到高强度、低噪音。磁轭是采用冷轧硅钢片,不锈钢夹板制作的月牙形磁轭,铁芯与线圈的结合面为圆弧面,压紧处是一个面而不是过去的一条线,这种的结构压紧效果好、漏磁少。硅钢片叠装后,用专用夹板加紧,而不用专用的穿心螺杆加紧,此种结构能充分利用硅钢片的导磁面积,减少中频电炉炉体局部发热的可能性。
在磁轭与不锈钢板夹之间装有特殊设计的水冷散热器,中频感应炉在运行状态下,保证上磁轭处于常温状态,防止因磁轭温度甚高而导致其变形,从而加强了对感应圈的支撑,提高了炉子整体强度。
1)磁粉检测人员未经矫正或经矫正的近视和远视力就不低于5.0(小数记录值为1.0),并一年检查1次不得有色盲。
2)焊接接头的磁粉检测的检测时机应安排在焊接工序完成之后进行。对于有延迟裂纹倾向的材料,磁粉检测应根据要求至少在焊接完成后24h后进行。除另有要求,对于紧固件和锻件的磁粉检测应安排在最终热处理之后进行。
3)非荧光磁粉磁悬液的配制浓度为10-25g/L。
4)检测前,应进行磁悬液润湿性能检验。将磁悬液施加在被检工件表面上,如
果磁悬液的液膜是均匀连续的,则磁悬液的润湿性能合格。如果液膜被断开,则磁悬液中润湿性能不合格,需要换用别的型号的磁膏。磁悬液的施加采用
喷法。
5)当使用磁轭最大间距时,交流电磁轭至少应有45N的提升力;交叉磁轭至少应有118N的提升力(磁极与试件表面间隙为0.5mm),电磁轭的提升力与磁粉设备上的电流表至少每半年校验一次。出现损坏或检修后应重新进行校验。
6)磁轭的磁检间距应控制在75mm-200mm之间,检测的有效区域为两极连线两侧各50mm
的范围内,磁化区域每次应有不少于15mm的重叠。进行检测时磁轭在同一部位,互相垂直检验两次。交叉磁轭法磁极与工件间隙不大于1.5mm。移动速度不大于4m/min。
7)磁粉检测时一般应选用A130/100型标准试片(被检工件尺寸较小时可选用C-15/50型试片)检验磁粉检测设备、磁粉和磁悬液的综合性能,了解被检工件表面有效磁场强度和方向、检测区以及磁化方法是否正确。
8)标准试片使用时应将试片无人工缺陷的面朝外为使试片与被检面接触良好可用透明胶带将其平整粘贴在被检面上并注意胶带不能覆盖试片上的人工缺陷标准试片表面不得有锈蚀、褶皱或磁特种发生改变时不得继续使用。
9)为增强对比度,可以使用反差增强剂。
10)表面可见光照度应大于或等于1000LX;当条件限制无法满足时,光照度可以适当降低,但不得低于500LX。
11)施加磁粉的工艺以及观察磁痕显示都应在磁化通电时间内完成,通电时间为1S-3S停施磁悬液至少1S后方可停止磁化。为保证磁化效果至少反复磁化两次。辨别细小裂纹时可用2-10倍放大镜进行观察。

 操作规程矿山企业岗位操作规程
操作规程矿山企业岗位操作规程
操作规程矿山企业岗位操作规程
操作规程矿山企业岗位操作规程
 司索工操作规程
司索工操作规程
司索工操作规程
九、使用绳卡,应将有压板的放在长头一面。其应用范围应符合下列规定(表 3)。 七、编结绳扣(千斤)应使各股松紧一致,编结部分的长度不得小于钢丝绳直径的 15倍,并且不得短于 300mm。 用卡子连成绳套时,卡子不得少于 3个。 八、地锚(桩)应按施工方案确定的规格和位置设置,如发现有沟坑、地下管线等情况,应及时报告施工 负责人采取措施。 0.80 11~16 15~20 21~30 26~40 报 废 16以上 20以上 30以上 40以上 1.00 0~5 0~7 0~10 0~15 0.90 6~10 8~14 11~20 16~25 钢丝绳断丝折减或报废标准(一个节距内) 表2 折减或报废 钢 丝 绳 种 类(交互捻制) 6×19+1 6×24+1 6×37+1 6×61+1 作吊索无弯
炉体内置仿形磁轭,磁轭屏蔽能减少漏磁,防止炉体发热,提高效率。同时磁轭起支撑固定感应圈作用,使炉体达到高强度、低噪音。
水轮发电机转子磁轭是发电机磁路的组成部分 ,也是固定磁极的结构部件。正常运行时,磁轭受到转动扭矩、磁极及磁轭本身离心力的作用。小容量水轮发电机的转子磁轭可通过键或热套等方式与转轴连成整体;大、中容量水轮发电机的转子磁轭则通过支架与轮毂和转轴连成一体。磁轭由扇形冲片叠成,用拉紧螺杆紧固,外缘并有“T“尾槽、鸽尾槽或螺孔以固定磁极。磁轭与支架之间通常采用径向键或切向键楔紧的固定结构。
近期,湖北大明CTL-20热轧横剪机组首次完成加工一批牌号为WDER700的武钢热轧磁轭钢板,此批产品将用于配套水力发电设备的水轮机。
客户对板型、尺寸规格精度的加工要求较高,这对于湖北大明也是不小的挑战。生产部门齐心协力,充分发挥设备的优异性能,进行适应性的调整,顺利完成了磁轭钢的首次加工。加工过程有序高效,还为客户降低了损耗,成品打包也按照高标准执行,经客户现场检测,完全符合各项技术标准。

精度测量

质量检查及包装作业
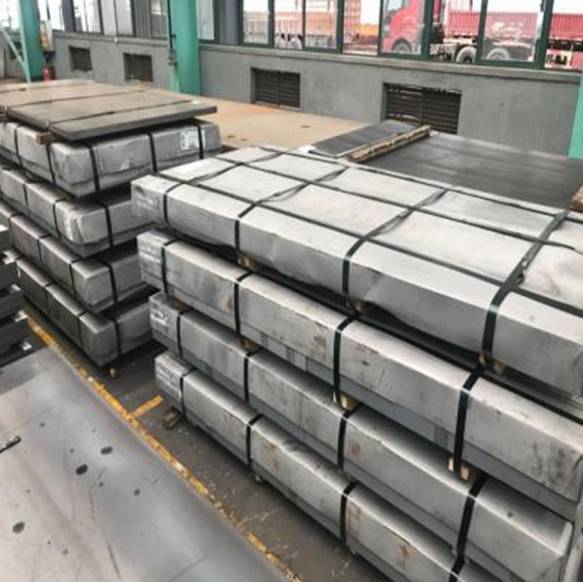
包装完成准备发货
