长钢轨文献

 钢轨拖轨卡子_长钢轨卸轨卡子
钢轨拖轨卡子_长钢轨卸轨卡子
钢轨拖轨卡子_长钢轨卸轨卡子
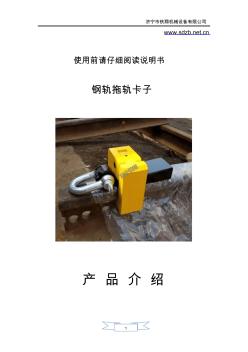
济宁市铁翔机械设备有限公司 www.sdzb.net.cn 1 使用前请仔细阅读说明书 钢轨拖轨卡子 产 品 介 绍 济宁市铁翔机械设备有限公司 www.sdzb.net.cn 2 外形尺寸: 160MM×150MM×62MM 材质:锻造合金钢加工而成。 重量: 13KG 适用钢轨: 43KG、50KG、60KG(可定做 ) 卸轨卡子应用于卸轨作业, 产品采用优质锻造合金钢加工而成, 经久 耐用,安装拆卸方便,产品采用斜锲形式,越拉越紧,与长钢轨不会 打滑,是工务部门无缝线路施工中一种实用。可靠的托轨工具。 产品,结构简单、设计合理、安装方便、安全可靠。
 长钢轨用整体绝缘接头
长钢轨用整体绝缘接头
长钢轨用整体绝缘接头
苏联东南铁路局试验了钢轨整体绝缘接头。使用这种结构无需用平衡轨。莫斯科铁道学院建议的钢轨整体绝缘接头胶接蜾栓结构中采用了特殊断面夹板,可完全填满钢轨头部与底部间的空间,从而提高接头的抗弯刚度,并填大夹板与钢轨的胶接面积。上述两