冲件文献

 浅筒形件侧壁冲方孔模设计
浅筒形件侧壁冲方孔模设计
浅筒形件侧壁冲方孔模设计
介绍了一种在浅筒形件筒壁上冲方孔的模具 ,分析比较了两种工艺方法的优劣 ,并介绍了模具工作过程及主要模具零件的设计
 外罩类零件冲窗口模具设计
外罩类零件冲窗口模具设计
外罩类零件冲窗口模具设计
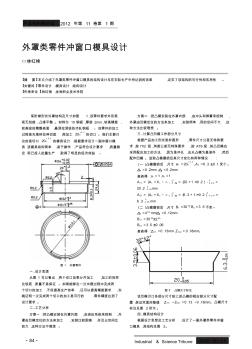
产业与科技论坛 2012 年第 11 卷第 1 期 2012. (11).1Industrial & Science Tribune 外罩类零件冲窗口模具设计 □林红艳 【摘 要】本文介绍了外罩类零件冲窗口模具的结构设计与在实际生产中所达到的效果 ,证实了该结构的可行性和实用性 。 【关键词 】零件设计 ;模具设计 ;结构设计 【作者单位 】林红艳 ,金肯职业技术学院 某阶梯形状外罩结构及尺寸如图 1,该零件要求外形美 观无划痕 、凸缘平整 。材料为 10 钢板,厚度 2mm,较高精度 , 较高级的精整表面 ,最深拉深级的冷轧钢板 。该零件的加工 过程是先落料拉伸切底 ,再加工 20 +0.2 0 的切口 。我们主要讨 论的是切口 20 + 0.2 0 的模具设计 ,根据要求设计一副冲窗口模 具,该模具结构简单 ,易于操作 ,产品符合设计要求 ,质量稳 定,现已投入批量生产 ,取得了明显的