cr12模具钢文献

 Cr12模具钢材质报告
Cr12模具钢材质报告
Cr12模具钢材质报告
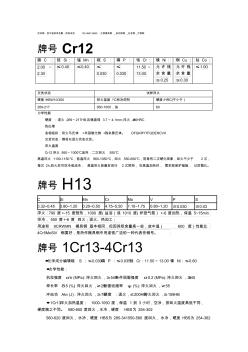
买好钢,找宁波承泽金属,热线电话 153-3667-6690 ,主营模具钢 _易切削钢 _合金钢 _不锈钢 牌号 Cr12 碳 C : 硅 Si: 锰 Mn: 硫 S : 磷 P : 铬 Cr: 镍 Ni: 铜 Cu: 钴 Co: 2.00 ~ 2.30 ≤ 0.40 ≤0.40 ≤ 0.030 ≤ 0.030 11.50~ 13.00 允 许 残 余 含 量 ≤ 0.25 允 许 残 余 含 量 ≤0.30 ≤1.00 交货状态 试样淬火 硬度 /HBW10/300 猝火温度 /℃和冷却剂 硬度 /HRC(不小于 ) 269-217 950-1000,油 60 力学性能 硬度 :退火 ,269~217HB,压痕直径 3.7~4.1mm;淬火 ,≥60HRC 热处理 金相组织:回火马氏体 +未溶碳化物 +残余奥氏体。 DFGKRYTFGDERCVX 交货状态:钢材以退火状态交货。
 模具钢Cr12MoV圆钢
模具钢Cr12MoV圆钢
模具钢Cr12MoV圆钢
Cr12MoV圆钢 Cr12MoV 轧圆 锻圆 连铸圆 冷轧圆 圆钢:碳钢,合金钢,轴承钢,不锈钢,透气钢,模具钢,弹簧钢,无磁钢 山东宝雷钢铁 0635_8887186 【135_612918_01】 公司自创办以来,靠诚信打造品牌,以“科技为源、客户为本、合作 为先、双赢为主”作为山东宝雷钢铁有限公司经营理念, 严格企业管 理,强化产品质量, 为更好的服务客户扩大经营范围, 我公司特开办 了上门送货服务, 并有专车专人接送洽谈人员前来订购业务。 公司自 创办以来,一直坚持“诚信合作,共同发展”的经营理念,经过坚持 不懈的发展成为钢铁行业中的佼佼者。 公司可为用户订做各种特殊规格,特种材质圆钢,交货及时, 价格低,质量优,并附原始材质书或复印件,节假日照常营业、并可 代办汽运、火运,量大可以在钢厂直接发货。亦可承兑结算。 在此,公司经理携全体员工, 将凭借良好的信誉, 雄厚的实力, 优质