传统液压注塑机的变频节能改造技术文献

 德瑞斯ES300变频器在注塑机变频节能改造中的应用
德瑞斯ES300变频器在注塑机变频节能改造中的应用
德瑞斯ES300变频器在注塑机变频节能改造中的应用
介绍德瑞斯变频器对塑胶行业的定量泵注塑机的改造,节能效果明显。
选择特殊符号
选择搜索类型
请输入搜索
注塑机是一种专用的塑料成型机械,它利用塑料的热塑性,经加热融化后,加以高的压力使其快速流入模腔,经一段时间的保压和冷却,成为各种形状的塑料制品。注塑机的电能消耗主要表现在以下几个部分:①液压系统油泵的电能消耗 ,②加热器的电能消耗 ③循环冷却水泵的电能消耗(在注塑车间内,一般多台注塑机共用一台冷却水泵),其中液压油泵电机的用电量占整个注塑机用电量的80%以上,所以降低其耗电量是注塑机节能的关键。
1、注塑机的工作循环
1)锁合模:模扳快速接近定模扳(包括慢-快-慢速),且确认无异物存在下,系统转为高压,将模板锁合(保持油缸内压力)。
2)射台前移到位:射台前进到指定位置(喷嘴与模具紧贴)。
3)注塑:可设定螺杆以多段速度,压力和行程,将料筒前端的溶料注入模腔。
4)冷却和保压:按设定多种压力和时间段,保持料筒的压力,同时模腔冷却成型。
5)冷却和预塑:模腔内制品继续冷却,同时液力马达驱动螺杆旋转将塑料粒子前推,螺杆在设定的背压控制下后退,当螺杆后退到预定位置,螺杆停止旋转,注射油缸按设定松退,预料结束。
6)射台后退:预塑结束后,射台后退到指定位置。
7)开模:模扳后退到原位(包括慢-快-慢速)
8)顶出:顶针顶出制品。
2.传统液压驱动的注塑机的能量浪费
液压驱动的注塑机在以上各阶段所需压力和流量都是变化的,当注塑机的油量需求发生变化时,由设在油泵出口的比例流量阀和比例压力溢流阀来调节负载压力和流量,提供各油缸和液力马达所需的推力,压力方向和移动速度。油泵的输出功率等于电机的输出转矩和电机的转速的乘积,当系统要求低流量时,油泵电机的输出功率不变,多余的液压油通过压力比例阀和溢流阀流回油箱,即使空载(如冷却)也是如此,这样,节流功率损失非常大,效率很低,一般只有60%-70%,因而造成能量浪费,同时由于液压油长期的全速循环流动,与液压件,机械件的剧烈磨擦,造成油温过高,噪音过大等系列问题,机器寿命亦缩短。2100433B
注塑机工业经过几十年的发展,已经到了一个稳定发展的高峰时期,各注塑机生产厂家均不断完善注塑机的功能、结构、质量。目前市场占绝大多数的液压型注塑机,能源效率低,能源的利用率不到一半,电费往...
节能原理该节能装置是一套将高温炮筒的余热起来回送给烘料桶,实现余热回收利用的注塑机节能环保拔控制系统。系统由热能回收部件,传送部件,控制部件组成,能将注塑机炮筒的热量转为烘料热量使用,可完全节省烘料筒...
注塑机伺服改造,由于注塑机吨位不同,电机功率大小不同,油泵排量不一样,所选用的伺服改造的配置是不一样的,所以价格也不一样。做注塑机改造还是中科赛思比较专业,可以根据客户的意向做高、中、低端配置选型,有...
德瑞斯ES300变频器在注塑机变频节能改造中的应用
德瑞斯ES300变频器在注塑机变频节能改造中的应用
介绍德瑞斯变频器对塑胶行业的定量泵注塑机的改造,节能效果明显。
采用注塑机伺服系统的注塑机,系统压力、流量双闭环,液压系统按照实际需要的流量和压力来供油,克服了普通定量泵系统高压溢流产生的高能耗,在预塑、合模、射胶等高流量工作阶段电机按照设定的转速工作,在保压、冷却等低流量工作阶段降低了电机转速,油泵电机实际能耗降低了35%--75%的
随着我国经济的持续发展,能源问题越来越成为了发展的瓶颈。近期国家也将节能降耗作为一项非常重要的工作来抓,节能成为当前热门的话题。特别是一些能耗比较大的行业如注塑机、空压机等行业,成为了节能事业关注的焦点。
目前我国正在应用的及新生产的绝大多数的注塑机都属于液压传动注塑机。液压传动系统中的动力由电机带动油泵提供,液压油泵为容积式油泵,其供油量与油泵的转速成正比,当油泵马达以50 Hz恒速运转时,油泵的供油量是不变的,所以称为定量泵。
一般塑件的生产过程有下面几个环节:锁模、射胶、熔胶、保压、冷却、开模。注塑机在不同工序下需要的流量和压力不同,须依靠流量阀和压力阀调节不同工序所需的流量和压力。当工作所需流量较小时,油泵供油量大于执行元件所需的油量,多余的处于高压状态下的液压油全部经溢流阀回流,大量的能量通过油的温升消耗掉。这样既加剧了各种阀门的磨损,又造成油温过高,而且为了降低油温,往往还需要配额外的冷却水循环系统,造成能量的进一步浪费。合理的使注塑机利用能源是一个值得关注的技术问题。
注塑机行业的节能方式通常有四种:全电动模式、伺服模式、比例变量泵及变频定量泵模式。
1)全电动模式用伺服电机作为驱动方式,传动结构采用滚动丝杆及同步皮带。此模式节能效果明显、加工精度高,但成本高,多应用在对工件精度要求高的场合。
2)比例变量泵方式比例流量阀及比例压力阀可按照负载变化情况,调节比例变量泵的斜盘倾角,向系统输出精确的压力及流量,避免能量的浪费。这种方式存在的问题是起动用Y-△模式,起动冲击电流大。另外节能效果弱于全电动及变频定量泵,而且泵易磨损,维护成本高。
3)变频器定量泵方式用变频器控制油泵马达转速来调节流量及压力,在规定的时间内泵的出油量刚好满足各个动作环节的流量及压力需要,可以将溢流量控制在最小状态,从而节约能源。利用注塑机本身的比例流量阀的电流信号来控制变频器,使得变频器自动跟踪注塑机的工作状态、工作压力及流量。即通过变频器准确地调节油泵的转速,使油泵的实际供油量满足注塑机需要的工作流量,既满足生产需要,又达到节能目的。节能效果与所加工工件的周期相关,通常油泵马达的节电效果为25%~65%。存在的问题是,系统响应速度慢、过载能力弱、低频时压力不稳定等。
变频器从原理上来讲具有较好的节能效果,但是目前行业应用过程中却存在很多问题。注塑机行业变频器使用之初因为国外变频器成本过高,所以大量使用了国产变频器。而前期国内变频器性能及可靠性普遍较差,使得注塑机行业出现了配套厂家对配变频器失去信心,而客户端因为对变频器了解不够,听信一些厂家片面宣传节能的说法,没有意识到变频器改造后带来的加工周期延长、设备经常保护等问题,造成行业纠纷较多。目前大的用户如长虹、海尔、富士康等均选用性价比好的变频器,而一些中小客户出于成本的考虑,还在继续使用一些性能较差的品牌。
1)由于变频器存在加、减速过程,导致注塑过程经常处于加、减速的过程中,注塑产品对工艺过程比较敏感,往往在加速过程中会使产品产生严重缺陷
所以要求加速过程要非常快,即要求变频器动态响应非常快,否则会造成成品率下降的情况。
2)变频器控制的注塑机产品周期会有所加长,使得产能下降。这是目前很多变频器特别是V/f 控制变频器在注塑机行业的技术瓶颈。因此要求变频器有很好的动态响应特性。
3)注塑机在合模时需要很大的压力,采用变频器控制时经常会出现过流情况,所以要求变频器有强的过载能力。
4)变频器作为一个干扰源经常对注塑机的温度板、动作顺序会有一定程度的干扰,所以要求变频器一定要作抗干扰处理。

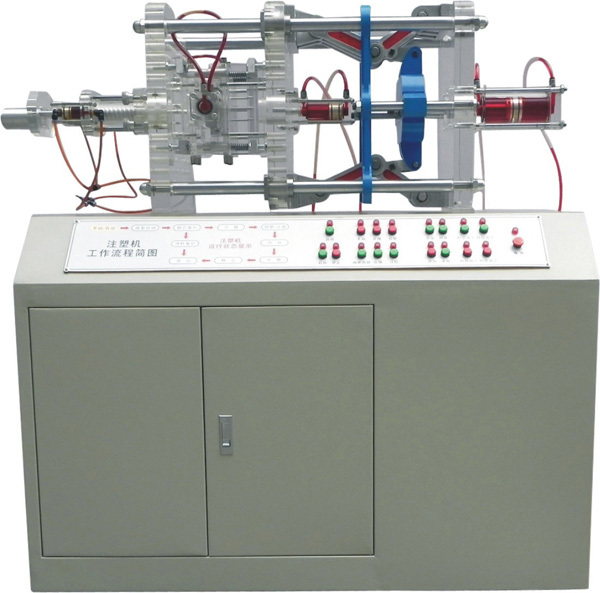
概述:
透明液压注塑机演示模型是将注塑机的自动化过程进行详细的分解及其注塑过程中各项动作进行分项演示的一款现代化教学设备。它包括注塑机在自动化的过程中的预塑、注胶、冷却、开模、合模、顶出等基本动作,详细直观的呈现出各部分的结构及动作原理。
透明液压注塑机演示模型主要特点:
1、柜体采用1MM厚的SPCC冷扎板制作,坚固美观,表面采用中温磷化防锈漆,静电喷
涂。
2、机身及配套模具全部采用进口有机玻璃制作,该有机玻璃材料耐腐蚀、抗磨性能好,长久不变色演示效果逼真。
3、特殊液压油:本演示台采用的液压红油,在演示过程中,可清晰的观看到液压油的流向,且增加了透明元件的美感。
4、控制多样化:采用珊星F3880注塑机电脑系统,可实现自动与手动相互切换。
5、自动演示射台部分可拆卸,换成手动注胶系统,利用硅胶等材料可以注塑成型工件,演示过程可以形象看到工件的成型,及成型件的流动过程。
6、注塑原料采用硅胶及配套凝固剂,注朔产品10-15分钟内变可成型。过程清晰,原理明显,教学直观,教具投入的成本少,是一套理想的教学用品。
注塑机电脑系统特点:
5.7〞单色LCD液晶显示
多语言文字支持,实时动态显示
高性能32位多微处理器控制系统
系统响应时间2ms
四级射胶、三级保压、三级熔胶
多组抽芯、绞牙,适合各种复杂塑件注塑成型
多层密码设定,确保数据安全性
中/英文模具名称输入,45/100组模具资料储存(可扩充至600组)
料筒温度异常检测及保护功能
压力速度比例曲线页面调整,实现压力速度精确控制
I/O输入输出点更换
完善的自诊断功能,语音报警提示,实时操作帮助
7段模糊温度控制,温度控制精度±1℃,具有预加热与保温功能
具有热电偶串线保护及断线、短路检测功能
压力、速度、背压三路模拟比例输出,具有短路保护功能
具有电压电流两种D/A比例输出,电流输出范围0-3A,电压输出范围0-10V,便于变量泵和伺服阀控制
行程开关、双电子尺、三电子尺可选择
32个输入点,32个输出点
教学目的:
1、实现注塑机自动化过程动态演示
2、注塑机的工作原理
3、注塑机的组成结构
4、注塑机的电气控制系统
5、注塑机液压系统的组成
6、注塑机浇注系统的作用和设计要求
7、注塑模具抽芯机构
8、模具冷却水的循环过程
9、熟悉注塑机标准操作面板
技术参数:
1、工作油液:6#液压红油
2、工作压力:约2.5MPA
3、交流电源:三相380V50HZ
4、直流电源:24VDC
5、演示台尺寸(长x宽x高mm)::2000x600x1250mm
6、整机重量:.约150KG
7、模具配置(可选):大水口模(默认)(长X宽=200x200mm)