半精纺纺纱工艺是将毛纺工艺和棉纺工艺相结合,形成一种多元化纤维的混合工艺,是我国纺织行业中一项创新性工艺技术。多数半精纺生产企业粗纱工序采用80年代的A454型棉纺粗纱机,该机成本低,基本能满足现行多元化纤维组合生产的需要。由于半精纺生产具有品种多、批量小、原料成分复杂,纤维结构变化大等特点,多数企业在半精纺生产过程中,粗纱工序会出现一些技术和使用维护等问题。从粗纱工序的作用、机理,以及纺纱工艺中对粗纱质量指标的控制等多方面,经过针对性地分析和试验,说明棉纺悬锭粗纱机尤其是计算机控制的粗纱机能很好地解决此类相关问题。为提高半精纺粗纱质量提供了相应的解决方案。
关键词: 毛半精纺;粗纱机;粗纱工序;棉纺
1
半精纺工艺粗纱工序
现状分析目前大多数企业粗纱工序采用棉纺设备,并且多数使用的是A字头托锭粗纱机,如:A453、A454、A454E等。
1.1 存在的问题
半精纺粗纱工序工艺调整复杂,需更换的工艺变换齿轮多,包括牵伸变换齿轮、捻度变换齿轮、张力变换齿轮、升降变换齿轮、角度变换齿轮等。同时涉及到的工艺员、设备保养、维修人员多,并要求相关人员具有较高的技术水平和较丰富的工作经验。
传动机构复杂,传动链长,采用锥轮变速机构、锥轮皮带复位控制机构、成形机构等,在开关车过程中纱线易产生细节疵点。
工艺更改频繁,对粗纱张力调整不易掌握以及由于锥轮皮带运转打滑率难以控制,很容易在纺纱中因张力不适而出现质量问题。
加压形式一般采用弹簧加压,锭间差异大,并且长时间使用弹簧疲劳产生塑性变形,造成条干恶化[1]。
1.2 半精纺工艺对粗纱工序的发展需求
半精纺工艺的不断发展,半精纺纱线质量水平的提高,条干均匀度的控制,重量偏差,重量CV值的控制,纱疵的控制,伸长率指标、捻度指标的实现;半精纺纱线纱支范围越来越广,逐渐向高支纱方向发展;高档原料蚕丝、羊绒纤维的混入,期望纱线档次逐步上升,用户对高品位纱线的需求等,无一不对粗纱工序提出更高的要求,从而使粗纱工序的作用越来越重要。粗纱机如何保证半精纺粗纱工序的质量越显必要,如:减少意外伸长、减少粗纱机机械波,控制张力的大小、控制毛羽,防止细节产生、毛粒增加、粗纱冒纱,提高设备的稳定性、简化工艺品种变换的操作、计长准确、集体换筒、减少用工、降低操作人员的技能要求等[2]。
2
棉纺粗纱机的发展现状
近60年来通过几代人的努力,棉纺粗纱机从“1”系列,经历“A”系列、“FA”系列发展至今天的多种无锥轮传动、智能化系列粗纱机。
不同档次的粗纱机,在技术水平、机电一体化、自动化、连续化程度方面逐步提高,在纺纱质量的控制水平以及纺纱速度、效率方面逐步上升;粗纱机操作简化、更换品种、工艺调整方便快捷,减少机配件消耗,减少用工的程度逐步深入体现;粗纱机信息化、网络化、智能化等技术与国际水平逐步拉近达到持平。
3
棉纺粗纱机对半精纺质量的影响
计算机技术、变频和伺服技术、PLC技术的应用,自动化、智能化水平的提高,使得棉纺粗纱机技术得到长足的进步和发展,计算机控制的悬锭粗纱机(电脑粗纱机)日臻完善,可以很好地解决半精纺工艺中粗纱工序出现的系列问题。
3.1 简化传动机构并消除开关车细节
计算机控制的无锥轮悬锭粗纱机从传动形式上分为两电动机和四电动机分部传动粗纱机2种机型。两电动机分部传动粗纱机,1台变频电动机传动锭翼、罗拉,1台伺服电动机传动卷绕和龙筋升降;四电动机分部传动粗纱机,1台变频电动机传动锭翼,罗拉、筒管卷绕和龙筋升降分别由3台伺服电动机传动。运用计算机、PLC、伺服及变频技术组成一个高精度控制系统,通过数学模型控制,实现多电动机之间的同步控制及恒张力纺纱。采用伺服控制系统,进行数字化控制,有效地解决了起动、点动、停车多电动机同步控制问题,消除了粗纱机开关车细节。国内外市场使用近万台。
3.2工艺调整方便快捷
3.2.1 采用触摸屏并实现人机对话
四动电机分部传动粗纱机由于取消了众多的机械结构,在变换齿轮方面,只保留牵伸变换齿轮一种,因此在更换品种调整工艺时,只需更换一个牵伸变换齿轮,其余都通过人机界面输入即可。粗纱机的锭翼转速、捻度、轴向密度、成形角度等参数均可在人机界面上直接输入,且纱线支数适应范围广。两电动机分部传动粗纱机在变换齿轮方面,只取消了张力变换齿轮、成形角度齿轮,仍保留捻度变换齿轮、升降变换齿轮及牵伸变换齿轮,因此,更换品种调整工艺时,需更换捻度变换齿轮、升降变换齿轮、牵伸变换齿轮,同时还要将所换捻度变换齿轮、升降变换齿轮的齿数通过人机界面输入到程序中。取消了传统粗纱机的张力变换齿轮、成形角度齿轮、皮带轮等变换,使得生产中更换品种、工艺调整方便快捷。
3.2.2 贮存成熟工艺功能
工控机数据库中可以储存不同品种不同线密度的成熟纺纱工艺。使用厂在纺制一个品种后更换品种时,可以把该品种的工艺储存到工控机内,当再纺制该品种时,可以把该品种工艺调出直接使用,不需进行试验,更换品种极为方便、快捷。
3.3 增加保护措施减少飞花
采用车前防护罩,增加安全措施,并且防止飞花附入。具有完善的清洁系统。采用积极回转绒带式上下罗拉清洁装置,并配备巡回式清洁装置及吸风风道;3套机构共同作用,以保证牵伸系统的清洁。车前、后等光电保护措施可以减少断条、断头造成飞花和纱疵的质量问题。
3.4控制伸长率
锭翼前后排备有高低锭杆2种形式,假捻器有高低2种形式,假捻器齿数可以选择2种形式,以上3个方面前后排在使用中差异搭配,可以减少粗纱前后排张力差异。利用PLC、变频技术,小纱逐步升速、大纱逐步降速,减少了离心力等对纱造成的意外伸长。建立数字模型,计算纺纱层数,实现恒张力纺纱,使粗纱张力得到有效控制,很好的保证了伸长率指标。
3.5张力调节
合理调整粗纱张力,可以降低粗纱伸长率,减小意外伸长,稳定粗纱条干水平及重量不匀率。计算机控制的无锥轮悬锭粗纱机取消了张力变换齿轮和张力微调装置,使得张力调节变得简单易行。只需在人机界面中,改变3个张力参数。在纺纱过程中,由工控机和多个高精度的旋转编码器组成实时检测、反馈控制系统,在整个纺纱过程中实现了数字化控制,严格按数学模型控制粗纱张力,实现对纱线的恒张力控制[3]。
4
提高半精纺粗纱质量
选用高性能的粗纱机是提高粗纱工序质量的主要手段。计算机控制的无锥轮粗纱机使得粗纱机性能全面提高。天津宏大纺织机械有限公司生产的计算机控制的悬锭粗纱机有四电动机分部传动的JWF1416型粗纱机(216mm锭距)、JWF1426型粗纱机(185mm锭距)和两电动机分部传动的JWF1415型粗纱机(216mm锭距)、JWF1425型粗纱机(185mm锭距)4种机型供用户选用。结合半精纺生产的主要特点,优先推荐选用185mm锭距两电动机分部传动的JWF1425型粗纱机。该机性能结构特点为:
① 两电动机分部传动。锭翼、罗拉由一台变频电机传动,变频器控制;卷绕和龙筋升降由1台伺服电机传动,伺服控制器控制。锭翼最高工艺转速1200rmin。
② 取消传统的锥轮变速机构、锥轮皮带复位控制机构、张力微调和成形机构,其相应的功能由工控机通过数学模型控制2台电动机,实现粗纱同步卷绕成形的要求。
③ 运用计算机、PLC、伺服控制系统及变频技术组成一个高精度控制系统,通过数学模型控制,实现两电动机之间的同步控制。采用伺服控制系统进行数字化控制,有效地解决了起动、点动、停车两电动机同步控制问题,消除了开关车细节。
④ 换向机构采用机电相结合形式,双向电磁吸铁动作灵敏,换向及时,消除了机械式换向易出现的换向动作滞后现象,有效防止了换向时出现的冒纱。
⑤ 优质灰口铸铁制成的车架、墙板、龙筋、车面等重要件均采用加工中心数控设备加工,加工精度高、一致性好,确保主机运转稳定、具有优良的装配性能、振动小。
⑥ 具有大纱自动降速功能,保证粗纱离心力恒定纺纱,实现恒张力纺纱,提高了粗纱质量。
⑦ 具有储存成熟工艺功能,数字化的控制系统可保证将最佳调整数据百分之百地重复使用。
⑧ 具有断电保护功能,有效防止了突然断电停车全台车断头的问题。
5
质量水平和效益分析
5.1 提高粗纱条干和重量CV值
牵伸部件的保证: 多种纤维的细度、长度不同,又有一定数量的短绒成分,同时可能有动物纤维、纤维素纤维、化学纤维的混纺,其纤维的摩擦力和抱合力不同,使得隔距的调整比棉纺更加复杂。采用YJ190摇架,满足隔距调整的范围。必要时可以更换适合于38、51mm的上、下销来改善牵伸效果。近几年通过对下销形状的优化设计,及对含有碳素纤维的塑料上销的开发等,使钳口对纤维的控制更趋于合理。天津宏大纺织机械有限公司生产的悬锭粗纱机有三罗拉双短皮圈及三罗拉长短皮圈和四罗拉双短皮圈等几种牵伸形式,可供用户选用。利用模块化设计的方法,将牵伸部件配置多种模块,根据用户需要进行组合。
专件: 罗拉沟槽截面形状的变化可以减少缠绕,采用气动摇架,压力范围宽、锭差小、压力稳定,有利于条干和重量差异的控制。
导棉辊和摇架轴等过纱表面的处理,罗拉表面、锭翼内壁光洁度的提高,从棉条至粗纱的整个通道减少了纱的摩擦造成的纱疵。
5.2 捻度
捻度范围加大,A454型粗纱机捻度范围是18~70捻m,悬锭粗纱机捻度范围是18~80捻m。在半精纺工艺中,粗纱捻系数选择要适当,应低于棉型纤维;一方面使粗纱有足够强力,另一方面使纤维能在细纱机上得到充分牵伸。对不同性能的原料粗纱捻系数应有所不同,如羊毛、羊绒,兔毛比例高时要适当加大捻度,绢丝、化纤比例高时则捻度可适当减少,一般控制在30~45捻m范围内。尤其是粗纱捻度不易过大,因为原料成分杂,原料中纤维的长度离散,细度离散很大,捻度过大时,易形成皮芯结构,影响后工序的牵伸及成纱质量。
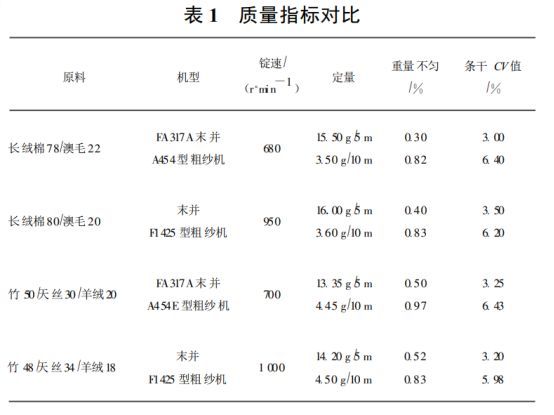
5.3 试验数据
A454型粗纱机试验数据来自用户。由于受原料的局限,F1425无锥轮粗纱机的数据为企业实验室数据。表1为纱线质量指标对比。从表1可以看出,粗纱机的锭翼速度提高了200~300rmin,在并条质量指标数较高的情况下,粗纱质量指标接近或者提高。由于试验数据较少,后期仍需要进行大量试验,以摸索和优化相关工艺配置。
5.4 效益分析
悬锭粗纱机系列产品具有防冒纱功能,可以实现锭翼定位停,方便操作,计长准确,有的机型还具有提前换向功能。可利用集体换筒,减少原料浪费,还可以根据用户工厂管理的需求具有网络接口,实现ERP管理。可实现纺纱效率提高、用工减少的目标等。
F1425型粗纱机售价是A454型粗纱机的2倍多,但由于其速度、效率的提高,万锭配台数减少一半左右,此外采用多项先进技术和机器性能的提高,使机配件消耗降低、粗纱质量水平上升、管理方便、操作保养人员技能要求难度减少。尤且是目前人工成本逐渐上升,最直接的受益是用工数量的减少,粗纱质量水平及品位的提升,附加值的增加,售价的提高是更为值得关注之处。
6
结语
随着半精纺工艺的不断发展,半精纺纱线质量要求越来越高,以A454型粗纱机为代表的托锭粗纱机已不能很好地满足半精纺生产需求;悬锭粗纱机系列产品针对半精纺粗纱工序中存在的问题提供了成熟的解决方案;采用自动化、智能化水平高的计算机控制的无锥轮粗纱机将是提升半精纺工艺生产技术和质量的一种发展趋势。
参考文献
[1] 周卫忠.浅述半精纺生产技术的提升[C]2008年全国创新型毛纺半精梳技术研讨会资料汇编.北京:中国毛纺织行业协会,2008.
[2] 周卫忠.浅谈半精纺生产工艺配置及提高纱线质量[C]2007年全国创新型毛纺半精梳技术研讨会资料汇编.北京:中国毛纺织行业协会,2007.
[3] 刘敦平.FA491型粗纱机技术性能分析与实践应用[C]2003年全国棉纺织技术(学术)年会优秀科技论文集.西安:全国棉纺织科技信息中心,2003.
来源:中国知网,毛纺科技
作者:刘敦平
编辑:纺机网综合整理,转载请注明来源

 粗纱机上清洁装置的改进
粗纱机上清洁装置的改进
 价值工程在Stm-4无捻粗纱机设计改进中的应用
价值工程在Stm-4无捻粗纱机设计改进中的应用