1、大型工件固定困难时,简单加工中使用时;
2、精密工件,一次性固定,需加工多个面时;
3、相对基准面,进行任意角度的加工时;
4、加工保持在一个特殊角度进行仿形铣销,如球头端铣加工时;5.孔中孔,铣头或者其它工具无法探进孔中加工小孔时;6.加工中心无法加工的斜孔、斜槽等,如发动机、箱壳内部孔
-

选择特殊符号
选择搜索类型
请输入搜索
1、首先,弄清机床参数:品牌、型号、立式/卧式、主轴类型、主轴扭矩Nm、最大主轴转速、最大刀具承载重量、刀库类型,是否自动换刀、机床其他尺寸、工件尺寸。
2、然后,核对铣头参数:刀具夹持方式、转速RPM、扭矩、铣头各外形尺寸以确认是否干涉等。
1、大陆还未出现专注于制造铣头生产商,大部分刀具刃具厂商兼顾铣头的生产和开发,但质量和性能与台湾及国外产品相比还存在差距。如哈量等刀具商。
2、台湾生产的铣头中,规格最全的品牌当属台湾HOLDWELL(豪力辉),其余还有功阳(只有重型)和艾菲茉(只有轻型)。
3、国外众多,如德国MIMATIC,德国BENZ,德国ROMAI,意大利OMG,美国PARLEC,西班牙MADAULA等,一般价位偏高,且维修较为不易。
1、一般铣头均采用非接触式油封,在加工过程中如有使用冷却水,需要在喷水前先运转,并调整冷却水喷嘴方向,使之朝刀具喷水,可避免冷却水渗入本体之虞,以延长寿命。
2、避免长时间在最高转速持续加工运转。
3、参照各型号铣头的参数特性,在适当的加工条件下使用。
4、使用前,需先确认试运转数分钟热机。每次加工时,需选择适当的转速和进给加工。加工时的转速、进给与切深应以渐进方式做调整,直到获得最大加工效率。
5、一般标准铣头加工时,需避免加工会产生灰尘、微粒的材质(如:石墨、碳、镁及其他复合材料等)
需要借助外部工具:大理石方箱。原理:2个平面相互垂直,第3个平面垂直其中一个平面,必定垂直另外一个。也就是说大理石方箱只要找正了2个平面,第3个面(直角头校正面)肯定是直的。直的精度由方箱厂家保证,一...
规定兆欧表的电压等级应高于被测物的绝缘电压等级。所以测量额定电压在500V以下的设备或线路的绝缘电阻时,可选用500V或1000V兆欧表;测量额定电压在500V以上的设备或线路的绝缘电阻时,应选用10...
助听器的选购方法并不复杂,但也要根据个人的需要进行挑选。那么,如何选购助听器?怎样挑选助听器?下面我就跟大家分享一下助听器的选购方法-- 助听器的选购方法: 1、品牌: 目前常见的助听器品牌有不少,国...
1、大型工件固定困难时,简单加工中使用时;
2、精密工件,一次性固定,需加工多个面时;
3、相对基准面,进行任意角度的加工时;
4、加工保持在一个特殊角度进行仿形铣销,如球头端铣加工时;5.孔中孔,铣头或者其它工具无法探进孔中加工小孔时;6.加工中心无法加工的斜孔、斜槽等,如发动机、箱壳内部孔
1、轻型铣头——此类铣头特点为质量轻(一般5-15kg,市场上甚至有3kg的超轻型)、精度高、扭矩偏小、可进刀库进行自动换刀。此类铣头用定位块定位,输出一般为筒夹或BT30锥柄,有时也有特殊的可以输出CAT或HSK刀柄,也有部分特殊的直接连接丝攻或面铣刀。
2、重型铣头——此类铣头特点为质量重(一般为50kg以上)、精度一般、扭矩大等特点,一般只能应用在龙门机床上。此类铣头用连接盘固定及锁紧,可支持任何类型的输出进行加工。
3、中型铣头——此类铣头特点为质量中等(一般为15-20kg)、精度高、扭矩中等。此类铣头同时拥有轻、重型的优点,精度比重型高,加工范围比轻型广,因此在市场上大受推崇。
1、单输出铣头——该类型的铣头较为常见,刚性较佳,可广泛应用于各类使用场合。
2、双输出铣头——该铣头采用双向输出,且双向的同心精度、垂直精度较佳,可以很好地解决使用者在需求高精度时手动转角度、打表校正的麻烦,避免重复误差,提高生产加工效率和精度。
3、立卧两用铣头——该铣头可同时进行立式及卧式加工,采用双向止推轴承及伞形齿轮分离式原理,校正更显得方便快速,其内部采用高速止推轴承,由两方向固定,可承受重切削。
4、万向铣头——又称万能铣头,该铣头刀具的旋转中心线与机床主轴旋转中心线所成角度可调,可调角度范围一般为0~90度,但也有一些特殊的可调超过90度。

侧铣头又称角度头,是一种机床附件,机床安上铣头后刀具旋转中心线可以与主 轴旋转中心线成角度加工工件。原产于欧洲,现已广泛应用于航空、汽车、模具等机械加工的各个领域。使用铣头,无需改变机床结构就可以增大其加工范围和适应性,使一些用传统方法难以完成的加工得以实现,并能减少工件重复装夹,提高加工精度和效率。
主要用于加工中心和龙门铣床,其中轻型可以装在刀库中,并可以在刀库和机床主轴之间自由转换;中型及重型拥有较大的刚性和扭矩,可适用于大部分加工需求。
因铣头扩充了机床的使用性能,相当于给机床增加了一根轴,甚至在某些大型工件不易翻转或是高精度要求的情况下,比第四轴更实用。


 法兰标准及选用方法
法兰标准及选用方法
法兰标准及选用方法
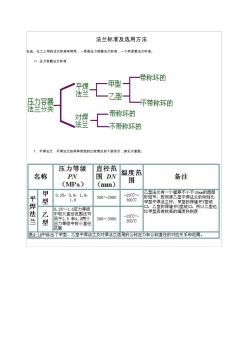
法兰标准及选用方法 石油、化工上用的法兰标准有两类,一类是压力容器法兰标准,一个类是管法兰标准。 ㈠ 压力容器法兰标准 1.平焊法兰 平焊法兰的两种类型的比较情况如下表所示,参见示意图。 因而使法兰盘进一步增大了刚性。故规定用于更高的压力范围 (PN 0.6MPa~6.4MPa)和直径范围 (DN300mm~2000m m),适用温度范围为 -20℃~ 450℃。由表 4-16 中可看出,乙型平焊法兰中 DN 2000mm 以下的规格均已包括在长颈对焊 法兰的规定范围之内。 这两种法兰的联接尺寸和法兰厚度完全一样。 所以 DN2000mm 以下的乙型平焊法兰, 可以用轧制 的长颈对焊法兰代替,以降低法兰的生产成本。 平焊与对焊法兰都有带衬环的与不带衬环的两种。当设备是由不锈钢制作时,采用碳钢法兰 7 加不锈钢衬环,可以 节省不锈钢。示意图中所示为带衬环的甲型平焊法兰。 使用法兰标准确定法兰
 铣床铣头体与法兰盘结合部位漏油处理
铣床铣头体与法兰盘结合部位漏油处理
铣床铣头体与法兰盘结合部位漏油处理
1台XK5032数控立式铣床,铣头体与上部法兰盘结合部位经常发生漏油现象,尤其在机床加工工件时更为严重。将铣头体拆下检查,发现法兰盘上的直径5mm油孔与相对应的铣头体上的直径5mm油孔之间错位,油孔面积缩小,通油不畅,润滑油向法兰盘与铣头体结合面渗透,导致润滑油向外流出。
★悬臂升降定位为机械锁紧或液压锁紧,定位准确。
★悬臂垂直刀架(立式铣头)横向进给、侧刀架(侧铣头)垂直进给均为交流伺服控制,断续、连续无级进给。
★机床导轨表面经超音频淬火或点接触硬化处理,精磨而成。
★工作台导轨表面粘结高耐磨性导轨带副。
★润滑领航实现油浮可调式半静压,节约运行动力,长久保持导轨精度。
★主驱动采用亚盛重工自主开发的四速刨、铣、磨多功能变速箱,受控于变频、无级调速电控系统,实现低转速、大扭矩,使快速刨削高效,低速铣削、磨削,运行平稳。
★机电控制系统采用可编程PLC中央处理器和智能化功率放大器,数字化交流伺服控制技术 (IMS系列控制器),实现对三相交流异步电机的高精度伺服控制。
★工作台运行配备;YSK交流伺服控制(变频)电机实现低速、低耗能、大扭矩驱动(比直流欧陆电机组节能30-40%),2500线编码器,可实现精确运行控制。
★工作台设定为触摸屏设定、工作操纵为悬挂按钮站,精确、便捷。
龙门铣床具有足够的刚性,效率高,操作方便,结构简单,性能全面性等特点。
其具体的性能特点根据种类、型号以及厂家各有不同,与所采用的技术有很大关系。以之前提到的SK系列三轴数控龙门铣为例,其性能特点在于:
1.立铣头配置TX400重型龙门铣头,双矩形导轨,刚性强;
2. 铣头装滚珠丝杠、气动拉刀装置、有伺服电机驱动;
3. 侧铣头配置V5型龙门铣头,加装独立润滑装置,升降由普通减速机传动,变频调速;
4. 普铣/数控铣一键式转换三轴数控系统,即可编程操作又能利用扩展面板手动操作,在实际机械加工过程中实现性极强;
5. 床身进退、横梁上下、立铣头上下均配台湾滚珠丝杠,由伺服电机驱动;
6. 配同步带、同步轮;
7. 手持式电子手轮单元,方便三轴对刀;
8. 独特的横梁升降安全连锁装置,保证机床的重复定位精度;
9.台标摆线泵组连续润滑,故障率低。
机床主要构件:床身、工作台、左右立柱、横梁、龙门顶、连接梁均采用树脂砂造型、优质高合金耐磨铸铁铸造,经热沙坑退火→振动时效→热炉退火→振动时效→粗加工→振动时效→热炉退火→振动时效→精加工,彻底消除机件负应力,保持机件性能稳定.
横梁升降定位为机械锁紧或液压锁紧,定位准确.
横梁垂直刀架(立式铣头)横向进给、侧刀架(侧铣头)垂直进给均为交流伺服控制,断续、连续无级进给.
机床导轨表面经超音频淬火或点接触硬化处理,精磨而成.
工作台导轨表面粘结高耐磨性导轨带副.
润滑领航实现油浮可调式半静压,节约运行动力,长久保持导轨精度.
主驱动采用亚盛重工自主开发的四速刨、铣、磨多功能变速箱,受控于变频、无级调速电控系统,实现低转速、大扭矩,使快速刨削高效,低速铣削、磨削,运行平稳.
机电控制系统采用可编程PLC中央处理器和智能化功率放大器,数字化交流伺服控制技术(IMS系列控制器),实现对三相交流异步电机的高精度伺服控制.
工作台运行配备;YSK交流伺服控制(变频)电机实现低速、低耗能、大扭矩驱动(比直流欧陆电机组节能30-40%),2500线编码器,可实现精确运行控制.
工作台设定为触摸屏设定、所有进给为悬挂按钮站,精确、便捷.