冲压成型主要材料文献

 主要材料清册
主要材料清册
主要材料清册
1 电 气 部 分 材 料 清 册 名 称 规 格 单位 数量 备 注 1 镀锌槽钢 [10 米 433.08 2 槽钢 [12 米 39.2 3 重轨 33kg/m L=5420mm 根 4 4 铜排 80X8 米 50 用于外壳接地 5 镀锌螺栓 M12 个 8 附螺母及垫片 6 镀锌双头螺栓 M16 L=50mm 个 42 附螺母及垫片 7 热轧普通工字钢 Ⅰ20a L=2400mm 根 2 8 热轧普通工字钢 Ⅰ20a L=4000mm 根 2 9 热轧等边角钢 L50X5 米 177.66 10 普通钢板 6X130 L=2900mm 根 2 11 设备接地线 -40×4 米 1500 镀锌 12 室内接地干线 -80×6 米 1000 镀锌 13 室外接地干线 -80×6 米 1000 镀锌 14 滑线 SDHG-200A 米 677 15 吊挂夹 SDHD-
 主要材料表
主要材料表
主要材料表
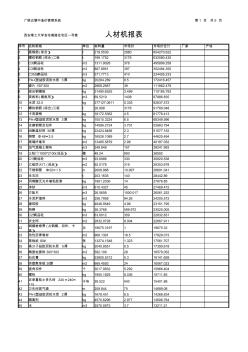
广联达慧中造价管理系统 西安理工大学金花南路住宅区一号楼 人材机报表 第 1 页 共 5 页 序号 名称规格 单位 材料量 市场价 市场价合计 厂家 产地 1 圆钢筋 (综合) t 219.5539 2980 654270.622 2 螺纹钢筋 (综合)二级 t 199.1752 3176 632580.435 3 C30商品砼 m3 1311.9028 378 495899.258 4 C35商品砼 m3 887.8951 397 352494.355 5 C35S6商品砼 m3 571.7713 410 234426.233 6 PA-C型益胶泥防水层 3厚 kg 20284.289 8.5 172416.457 7 瓷片 150*300 m2 2868.2687 39 111862.479 8 组合钢模板 kg 31490.6525 3.499 110185.793 9





