锅炉热力除氧器在通入蒸汽进行除氧后,有大量闪蒸汽排空,不仅浪费了能源而且对环境造成影响。
倡导节能降耗--以射水抽汽方式的喷射式混合加热器和蒸汽喷射式热泵为基础,设计了一套除 氧器乏汽回收装置,用户可以很方便地将除氧器乏汽回收装置装在除氧器上方,将闪蒸汽以热水或蒸汽方式回收。除氧器乏汽回收装置有利于环境保护和节能降耗的实施。
一、除氧器乏汽回收装置
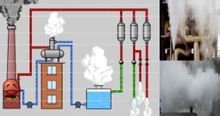
除氧器乏汽回收装置利用系统中具有一定剩余压力的蒸汽或水作动力,使流体产生射吸流动,同时进行水与乏汽的热与质直接混合,使低温流体被加热,并在后续过程中,恢复加热后的流体压力,进入系统,以维持连续流动。除氧器乏汽回收装置中设有多个文丘里吸射混合装置,水汽通过吸射器后,得到充分混合。
混合温度可通过调整进水量大小来完成。由于吸射混合过程快,流速高,破坏结垢生成条件,最大可能地避免水垢的形成与附着。混合冷却水进入气液分离罐,分离罐输出凝结水可远距离输送到低压除氧器或其它用水设备,分离出空气减压排出。中间分离罐的液位自动调节。
二、除氧器乏汽回收装置结构主要有以下几方面组成:
(1)抽吸乏汽动力头 (2)气液分离罐
(3)排水装置 (4)排气装置。1. 除氧器乏汽回收装置--抽取乏汽动力头
抽取乏汽动力头的工作原理式基于两相流体场理论的最新成果。进入该交换器的蒸汽在喷管中进行绝热膨胀后,以很高的流速从喷嘴中喷射出来,在混合室与低压进水混合,此时产生了压力"激波",压力剧烈增大。其结果是,乏汽热能迅速传给送人冷水,输出混合物的压力等同或超过进水的输入压力,可达到输出热水增压和瞬时加热的效果输出热水可无泵输送。
2. 除氧器乏汽回收装置--气液分离罐
气-液分离罐设计为小容积、大流量的液位调节对象。其难点是液位波动大,且不稳定,要求调节系统稳定可靠。分离罐内液位与压力稳定性直接影响到动力头的工作稳定性。
分离出较高浓度O2、CO2等气体通过减压装置排空,当罐内压力低于设计值时,减压装置单向阀关闭,保证外界空气不进入罐中,而影响除氧。
3. 除氧器乏汽回收装置--排气装置
对于水质要求高的场合,如锅炉给水除氧器乏汽回收,回收水中有较高浓度O2、CO2等气体,必须排除后,才能回到除氧水系统中。同时,排气对分离罐内压力稳定起重要作用。混合后的热水,根据不同场合,恢复或提升热水压力后,再送回系统中。
4. 除氧器乏汽回收装置--排水装置
根据实际情况,设置回收热能用途采取不同的排水装置 。
(1)回收到低除
(2)回收到疏水箱
(3)回收到除氧器
(4)用于生活热水等需要热水的系统 三、除氧器乏汽回收装置回收前后系统对比
四、排污扩容乏汽回收装置
五、除氧器乏汽回收装置--经济性分析
以下列参数为例:
除氧器乏汽回收装置:已知除盐水补水每天350t,除盐水压力按0.5Mpa设计,排汽温度110℃,排汽压力0.02Mpa,除盐水由20℃加热到60℃,计算结果回复如下:
1、除氧器乏汽回收装置回收除盐水的计算:
由公式:GH=GP(hp2-hp1)/(hH-hp2)算得。
式中GH-混加器引射蒸汽流量(除氧器排汽量)
GP-混加器工作水的流量(除盐水补水流量)
hp2-除盐水60℃时的焓
hp1-除盐水20℃时的焓
hH-除氧器排器汽化潜热
GP =(350×1000)/(24×3600)=4.05kg/s
查表得hp2=251.5kJ/kg、hp1=84.3kJ/kg、hH=2691.3kJ/kg
代入上式中得GH =4.05×(251.5-84.3)÷(2691.3-251.5)
=4.05×167.2÷2439.8
=0.28kg/s
0.28×3600×24÷1000=24t/d
则除氧器乏汽回收装置一天回收除盐水24吨。
混加器喷射系数的验算:u= GH/GP=0.28÷4.05=0.069,
工作水温20℃时,混加器最大喷射系数可达umax=0.2,因此可以满足工况要求。
2、除氧器乏汽回收装置省煤量的计算:
除氧器乏汽回收装置回收的热能Q=GH(hH-hp2)
=0.28×(2691.3-251.5)
=0.28×2439.8=683.14kJ/s
683.14×24×3600=59023641.6kJ/d
折算为每公斤6000Kar标准煤,除氧器乏汽回收装置日节煤59023641.6÷(6000×4.18)=2353.4kg/d=2.4t/d
则除氧器乏汽回收装置一天节省标准煤2.4吨。
3、除氧器乏汽回收装置经济性分析:
根据以上结果如该除氧器乏汽回收装置每年按8000小时运行计算,每吨煤按300元计算。
则年节煤2.4×8000÷24=800吨
年节资800×300=240000元=24万元
年回收除盐水24×8000÷24=8000吨
六、除氧器乏汽回收不会影响除氧效果
在除氧器运行工况相同,排汽门开度一样的情况下,具体分析如下:
设排气量为Q气,除氧器内部压力为P,大气压力为P0。在图2中,设除氧器内部压力为P,混合式加热器内部压力为Ph,除氧器排气量为Qh,补水中溶解氧量为Q氧,对于气水分离罐,自动排气门排气量为Q气′。
在图2所示系统中,Ph为补水的饱和压力。由于PhP-P0
则Qh>Q气
△Q气=Qh-Q气,Q氧=Qh-Q气′
若令Q气=Q气′
则△Q气= Q氧
该式为热力除氧器乏汽回收装置是否影响除氧效果的判别条件。
当△Q气≥Q氧时,热力除氧器乏汽回收装置不会影响除氧效果;
当△Q气<Q氧时,可适当开大排气门开度,令△Q气>Q氧,亦不会影响除氧效果。
当排气门开度适当开大时,排汽量也会增加,由于排汽经喷射式混合加热器回收了,所以除氧器乏汽回收装置对经济性不会产生不良影响。 七、热力除氧器乏汽回收装置-用途
除氧器乏汽回收装置用于热电、石化、轻工、纺织、食品、造纸、钢铁、供热等各种行业热电厂锅炉除氧器乏汽回收和定排乏汽回收。
八、热力除氧器乏汽回收装置技术特点:
(1)除氧器乏汽回收装置换热效率高,传热传质充分,回收效率达99%以上;
(2)除氧器乏汽回收装置设计新颖、结构简单,故障率低;
(3) 运行稳定、安全可靠、冷却水易于回收;
(4) 不凝结气体排入大气,降低管道氧腐蚀,延长设备管道使用寿命;
(5) 消除噪声,替代原除氧器排汽消音器,美化环境;
九、除氧器乏汽回收装置设备优点:
(1)除氧器乏汽回收装置回收低压或无压乏汽热能及凝结水;同时排出乏汽及加热水中的各种气体;
(2)小容积、大流量中间分离罐的液位自动调节系统;
(3)结构紧凑,占地小,接入系统方便。
(4)采用吸射进汽(气)方法,不影响工艺正常排放。
(5)设计为"自涮"式结构,最大可能地避免水垢的形成。
(6)无泵供给高压水管道,不另外耗费厂用电。
(7)除氧器乏汽回收装置在除氧台上,管道在高、低脱、除盐水管间,距离近,施工费用低。
十、喷射式混合加热器作为除氧器乏汽回收装置回收本体喷射式混合加热器由壳体、喷咀(单或多孔)、混合管等零部件组成,当被加热液体通过喷咀时,在其喉管处(或假想喉管处)形成一定的低压,从而将乏汽抽吸入,与被加热液体一起经混合管进一步混合,以达到加热的目的。被加热到要求温度的液体,则从加热器出口端流出。
喷射式混合加热器分射液式和射汽式两种,在蒸汽压力稳定,热负荷变化不大的情况下,可利用射汽式。它的优点是利用了蒸汽的可用能,减少了驱动泵(循环泵)的能耗,即耗电量。在一般情况下, 射液式的混合加热器可以满足用户的使用要求。
喷射式混合加热器是一种用蒸汽直接加热水(流体)的理想设备,采用先进的喷射技术,根据用户参数专门设计,具有极佳的使用效果。经广大用户使用,证明其具有国内先进水平。
十一、除氧器乏汽回收装置在高压除氧器上应用的可行性,在其它类似设备上应用具有可行性。
除氧器乏汽回收装置由抽吸乏汽加热装置、气-液分离罐及气体排放、热水压力恢复提升回输三个单元(模块)及随机液位控制和热能回收计量仪表组成的一体化装置,由3个接口接入乏汽回收系统。
1、大流量小容积的比例叠加调节技术
其气-液分离罐的罐体小巧,储水量容积只有常规设计的几分之一,而液位波动控制精度很高。实现无人值守全自动稳定运行。使得除氧器乏汽回收装置可以在狭小的空间安装,甚至除氧器乏汽回收装置安装在除氧头平台上,从而使得热能回收效率最高,热损失最小。
2、宽负荷稳定运行的动力头
不仅效率高,而且在启动-运行-停止过程中无任何振动,噪音。能在进水流量、压力及乏汽量大幅波动的工况下稳定运行。
3、高效的气液分离单元
在回收乏汽热能的同时,回收了冷凝水。在乏汽回收的同时,有效地将排汽中的不凝气体排除,减轻除氧器乏汽回收装置的负担,进一步提高回收率。
4、精确的液位控制单元
采集分离罐液位传输模拟信号给执行机构;
流量计为数字式,瞬时指示及累计指示。
试验功能
切换 全系统手动 自动切换。
PLC编程控制。输入-输出讯号均进行参数整定、响应速度处理
十二、除氧器乏汽回收装置安全评价和运行性能
(一) 除氧器乏汽回收装置安全评价
当不能回收乏汽时或乏汽压力达到设定高度时,电动阀将自动打开,或者安全阀自动起跳,而来水电动调节阀自动关闭,变频泵停止,做到联机停止状态,对除氧器出口压力无影响;当电气失灵时,有机械排放阀自动排汽。
由于采用射吸混合方式,无振动、噪音,不锈蚀,高速流动,不易结垢,保证系统无故障期长。因而,有少 维修、长无故障期的安全效益。
(二) 除氧器乏汽回收装置运行性能
可连续运行;
自动排出溶解于水中的不溶性气体;
在系统启停时,进行排大气与回收的人工切换;
压力、温度就地地安装。
-