单冲压片机
- 单冲压片机是一种小型台式电动连续压片的机器,也可以手摇。
-

选择特殊符号
选择搜索类型
请输入搜索
TDP-5型单冲压片机,能将粉粒状原料压制成片剂,可广泛适用于制药厂、化工厂、医院、科研单位、实验室试制和小批量生产。
本机性能优良,适应性强,使用方便,易于维修,体积小,重量轻,无电时也可手摇片。本机只装一付冲模,物料的充填深度,压片厚度均可调节,能适应制药行业压制各种中、西药征剂的要求和其它行业压制各种类似产品的要求,深受各待业广大用户的欢迎。
1、压片机安装在牢固的木制工作台上(也可安装在水泥台上)用三付M12地脚螺钉固定。工作台面至地面的体度纸600毫米左右(以手摇,操作方便为度)。为了拆卸修理方便,在木制工作台上对应下冲芯相杆的位置片还应有一个直径约35毫米的孔。
2、接通电机电源前先将电动机接好地线,以保安全。再卸下三角皮带,接通电机电源,开动电机观察电机旋转方向是否正确(电机轴的旋转方向应与防护罩或手轮上的箭头方向相反)若旋转方向不对,则另行接线然后再把三角皮带装好。
冲模的装卸和压片时的调整
1、冲模的安装
⑴安装下冲:旋松下冲固定螺钉、转动手轮使下冲芯杆升到最高位置,把下冲杆插入下冲芯杆的孔中(注意使下冲杆的缺口斜面对准下冲紧固螺钉,并要插到底)最后旋紧下冲固定螺钉。
⑵安装上冲:旋松上冲紧固螺母,把上冲芯杆插入上冲芯杆的孔,要插到底,用扳手卡住上冲芯杆下部的六方、旋紧上冲紧固螺母。
⑶安装中模:旋松中模固定螺钉,把在模拿平放入中模台板的孔中,同时使下冲进入中模的孔中、按到底然后旋紧中模固定螺钉。放中模时须注意把中模拿平,以免歪斜放入时卡住,损坏孔壁。
⑷用手转动手轮、使上冲缓慢下降进入中模孔中,观察有无碰撞或磨擦现象,若发生碰撞或磨擦,则松开中模台板固定螺钉(两只),调整中模台板固定的位置,使上冲进入中模孔中,再旋紧中模台板固定螺钉,如此调整直到上冲头进入中模时无碰撞或磨擦方为安装合格。
2、出片的调整
转动手轮使下冲升到最高位置,观察下冲口面是否与中模平面相齐(或高或低都将影响出片)若不齐则旋松蝶形螺丝,松开齿轮压板转达动上调节齿轮,使下冲口面与中模平面相齐,然后仍将压板按上,旋紧蝶形螺丝。
至此,用手摇动手轮,空车运转十余转,若机器运转正常,则可加料试压,进行下一步调整。
3、充填深度的调整(即药片重量的调整)
旋松蝶形螺丝,松开齿轮压板。转动下调节齿轮向左转使下冲芯杆上升,则充填深度减少(药片重量减轻)。调好后仍将轮齿压板按上,旋紧蝶形螺丝。
4、压力的调整(即药片硬度的调整)
旋松连杆锁紧螺母、转动上冲芯杆,向左转使上冲芯杆向下移动,则压力加大,压出的药片硬度增加;反之,向右转则压力减少,药片硬度降低,调好后用扳手卡住上冲芯杆下部的六方,仍将连杆锁紧螺母锁紧。至此,冲模的调整基本完成,再启动电机试压十余片,检查片重,硬度和表面光洁度等质量如合格,即可投料生产。在生产过程中、仍须随时检查药片质量,及时调整。
5、冲模的拆卸
⑴拆卸上冲:旋松上冲紧固螺母,即可将上冲杆拔出,若配合较紧,可用手钳夹住上冲杆将其拔出,但要注意不可损伤冲头棱刃。
⑵拆卸中模:旋松中模固定螺钉,旋下下冲固定螺宁,旋松蝶形螺丝,松开齿轮压板。转达动调节齿轮使下冲芯杆上升药十毫米,轻轻转动手轮,使下冲芯杆将中模顶出一部份,用手将中模取出,若中模在孔中配合紧密,不可用力转动手轮硬顶,以免损坏机件。这时须拆下中模台板再取出中模。
⑶拆卸下冲:先已旋下下冲固定螺钉,再转动手轮使下冲芯杆升到最高位置,即可用手拔出上冲杆。若配合紧密,可用手钳夹出(注意不要损伤冲头棱刃)。
⑷冲模拆卸后尚须转动调节齿轮,使下冲芯杆退下约10毫米,转动手轮使下冲芯杆升到最高位置时,其顶端不高于中模台板的底面随可(这一步不要忽略,以免再次使用时发生下冲芯杆与中模顶撞的事故)。最后仍将下冲固定螺钉旋上。
主要机件的拆卸与安装
1、中模台板拆卸:抽出挡粉板,取下料斗,旋出加料器紧定螺钉、旋下加料器固定螺柱和弹簧,取下加料器,旋下中模台板固定螺钉及弹簧垫圈,即可取下中模台板。安装:参考上述相反顺序进行。在旋上加料器紧固螺钉时须注意对正。以免损坏加料器的丝孔。
2、上冲芯杆拆卸:旋松连杆锁紧螺母,转动上冲芯杆使其与连杆脱离,转动手轮使偏心轮壳升至最高位置,转动偏心连壳使连杆摆至前上方,即可将上冲芯杆从模架孔的上方抽出。安装参考上述相反顺序进行。
3、下冲芯杆拆卸:旋下下冲固定螺钉,蝶形螺丝及齿轮压板转动调节齿轮,使下冲芯杆下降并从机身底孔下取出。安装:参考上述相反顺序进行。
4、连杆拆卸:先拆下上冲芯杆,再取下连杆销上的钢丝挡圈,取出连杆销,即可取下连杆。安装:接上述相反顺序进行。
5、大皮带轮、小齿轮及过桥轴拆卸:抵下三角皮带,旋下过桥轴右端母及垫圈(在机身里面),用手拿牢大皮带轮连同小齿轮和过桥轴一起抽出来,然后可用将过桥轴从轮孔中抽出。(大皮带轮与小齿轮及轴套三者压么一体,一般不需要拆开)。安装:参考上述相反顺序进行。
6、主轴拆卸:拆卸主轴应两人进行。首先拆下大皮带轮,再旋下螺母取下杠杆、杠杆轴及充填滚轮。(必要时再拆下手轮及充凸轮)卸下防护罩,旋下螺钉及垫圈,用木锤敲打大齿轮内侧的非工作面(不可重大)。将其卸下(注意勿使提升滚轮丢失),再用木锤和铜棒敲打轴端(注意不要损伤轴端螺孔),同时拿牢轴的另一端并扶住偏心轮壳,慢慢将主轴拆下。安装:参考上述相反顺序进行。
单冲压片机将各种颗粒状原料压制成圆片,适用于实验室试制或小批量生产各种药片、糖片、钙片、异型片等。是一种小型台式电动(手动)连续压片的机器,机上装一付冲模,物料的充填深度,压片厚度均可调节。可根据客户要求提供各种形状的模具。
单冲压片机适合压制咀嚼片、中药片剂、泡腾片、纽扣电池、西药片剂、电子元件、钙片、化肥片、口含片、调樟脑丸(卫生球)、螺旋藻片、奶片、糖果片、消毒片、芳香片、味块、催化剂、农药片、冶金粉末陶瓷粒等。
该机能将粉粒状原料压制成片剂,产品广泛适用于制药厂、化工厂、医院、科研单位、实验室试制和小批量生产等。性能优良,适应性强,使用方便,易于维修,体积小,重量轻,本机只装一付冲模,物料的充填深度,压片厚度均可调节,能适应制药行业压制各种中、西药制剂的要求和其它行业压制各种类似产品的要求,深受各行业广大用户的欢迎。

单冲压片机和旋转式压片机 最主要在于 单冲的压片机只有一副冲,旋转式压片机有多副冲模具。 相应的产能就不一样了
序号 类别 故障情况 发生故障的原因 故障的预防及处理 1 顶车 上冲进入中模后“顶死”,机器停止运转 ⑴压力调得过大;药片过硬⑵重复加料⑶偏心轮壳及主轴孔缺油,转动阻力太大,甚至严重...
1、各运动机件摩擦面的润滑是保证机器正常运转和延长使用寿命的重要环节,特别是各主要运动件若在缺油情况下干转运转会迅速损坏而不能使用,因此压片机在使用前必须将全部油杯、油孔和摩擦面加上润滑油,并空车运转...
单冲压片机工作原理:该单冲压片机特点是一种小型台式电动连续压片的机器,也可以手摇,压出的药片厚度平均,光泽度高,无需抛光。由于单冲压片机只有一付冲模,所以称单冲压片机;物料的充填深度,压片厚度均可调节。
单冲压片机的下冲的冲头由中模孔下端进入中模孔,封住中模孔底,利用加料器向中模孔中填充药物,上冲的冲头从中模孔上端进入中模孔,并下行一定距离,将药粉压制成片;随后上冲上升出孔,下冲上升将药片顶出中模孔,完成一次压片过程;下冲下降到原位,准备再一次填充。
1、各运动机件摩擦面的润滑是保证机器正常运转和延长使用寿命的重要环节,特别是各主要运动件若在缺油情况下干转运转会迅速损坏而不能使用,因此压片机在使用前必须将全部油杯、油孔和摩擦面加上润滑油,并空车运转使各摩擦面布满油膜,然后方可投入使用。今后每班按时加油,但每次加油也不可过多,以免溢出影响清洁,沾污药片。各加油部位及加油次数见下表:
2、每班前均须检查各螺丝是否松动,在工作过程中也应经常注意检查,如有松动立即旋紧,以免发生故障。其主要部位有:上冲紧固螺母,中模固定螺钉,下冲固定螺钉;连杆锁紧螺母,连杆销紧定螺钉;升降叉锁紧螺母(2只)蝶形螺丝;中模台扳固定螺钉(2只)。
3、每班前和每次调班后都须手摇试压几片,无问题后再开电动压片。
4、在压片过程中须经常检查冲模质量,如发现有缺边、裂纹、变形成严重损、就及时更换,以免发生故障损坏机器和影响片剂质量。
5、每天使用完毕后应将剩余粉粒取出,擦清机器各部。若停用时间较长,则须拆下冲模,将机器各磨擦面。工作面擦净,涂以防锈油,罩上防尘衣;冲模应擦净后浸入油中保存。
6、定期检查机件,每月2次。
| 序号 |
类别 |
故障情况 |
发生故障的原因 |
故障的预防及处理 |
| 1 |
顶车 |
上冲进入中模后“顶死”,机器停止运转 |
⑴压力调得过大;药片过硬⑵重复加料⑶偏心轮壳及主轴孔缺油,转动阻力太大,甚至严重磨损发生“咬死”的现象⑷皮带太松⑸启动位置不当⑹手摇用力不够 |
⑴调整压力时要逐渐调整不可一次调整过多,药片也不能压得过硬⑵避免重复加料见序号7 ⑶经常保持润滑,若已严重磨损或“咬死”,须立即拆卸修理。⑷调整皮带,见使用注意事项第3条 ⑸见使用注意事项第6条 ⑹手摇压片在启动时或上冲头通过最低点时须较为用力。⑺顶车后的处理办法见使用注意事项第7条。 |
| 2 |
运转不灵 |
一般运转不灵 |
运动件摩擦面缺油、进入脏物、生锈、严重磨坏机件配合不良 |
经常检查各机件,保持清洁及润滑(见润滑保养第1条)。如出现不良情况须立即修理,勿使恶化以至损坏机器。 |
| 下冲上升时沉重或被阻挡 |
⑴由于冲模表面不光或已磨损;或由于配料制粒不当,使粉子粘附在冲头及中模表面,增大了出片阻力。⑵提升凸轮严重磨损或进入杂物⑶调整不当,使下冲芯杆上升时与中模相磨。 |
⑴检查冲模如发现有粘模现象,则根据情况修换冲模或重新处理药料。 ⑵检查修理,保持清洁及润滑。 ⑶调整时注意 |
||
| 3 |
振动 |
不正常的振动 |
⑴机件和螺丝松动 ⑵机件严重磨损 ⑶摩擦面干涩缺油或进入脏物 |
⑴经常检查,见润滑保养第2条⑵经常检查,及时修换已磨损的机件。⑶经常注意各摩擦面的清洁与润滑,特别要注意不能直接看到的然而工作负荷又是最重要的主轴和偏心轮的摩擦面。 |
| 4 |
磨损 |
主轴与孔的磨擦面迅速磨损,甚至烧坏 |
缺油,进入杂质 |
经常保持清洁与润滑,所用润滑油必须干净无杂质 |
| 过桥轮轴与套迅速磨损 |
同上 |
同上 |
||
| 上冲芯杆与套迅速磨损 |
同上 |
同上 |
||
| 提升凸轮凹槽迅速磨损 |
除上述原因还有: ⑴配料制粒不当,或冲模表面不光,发生粘模现象,啬了出片阻力和提升凸轮凹槽的负荷而迅速磨损⑵提升滚轮由于配合太紧或生锈而转不动。 |
⑴检查冲模,如有粘模现象,则根据情况修换冲模或重新配料制粒。 ⑵拆下修理 |
||
| 冲模表面迅速磨损 |
⑴调整不当,上冲头与在模相磨擦⑵配料制粒不当,如滑料太少,粉子太粗等。 |
⑴另行调整 ⑵重新处理药料 |
||
| 5 |
加料器损坏 |
与下冲相碰坏 |
⑴出片调节不当,下冲高出中模平面⑵下冲固定螺钉松动,下冲升出中模平面 |
冲模安装调整时须注意发现螺丝松动立即将冲模按到底拧紧固定螺钉。 |
| 与中模下碰坏 |
中模固定螺钉松动,中模升出中模台板平面。 |
同上 |
||
| 被上冲碰坏 |
⑴调整时反转、引起相碰⑵调整时上冲芯杆的位置太低,转动手轮引起相碰 |
调整时注意 |
||
| 6 |
卸模困难 |
上冲杆、下冲杆或中模在孔中取不出来 |
⑴冲模尺寸或压片机模孔尺寸不合格,配合太紧⑵配合台面生锈 |
⑴安装时注意如发现配合太紧即行修换 ⑵安装时应擦净配合面并涂上一簿层油膜,较长时间不用应拆下冲模擦净配合面,涂以防锈油,妥善保存。 |
| 7 |
重叠片 |
两次加料压成一片 |
在调整药片时尚未顶出又反转手轮使加料器重复加料,造成重叠片。 |
调整时注意不要反转。已重复加料但尚未成重叠片时可慢慢反转手轮将药片顶上来拂去重复加的料、拔出药片,若已压成重叠片并顶了车,则按顶车情况处理(见使用注意事项第7片) |
| 8 |
跳片与碎片 |
药片被打出时,过于蹦跳或破碎 |
⑴出片调节不当,下冲口面低于中模平面。使药片出来时被挡而跳甚至被挤碎。⑵中模固定螺钉松动,中模升起阻挡出片 |
⑴见第4页第2条 ⑵调整固紧中模 |
| 9 |
毛边片与开裂片 |
药片从中模中顶出里圆周面被擦伤,甚至药片破裂 |
⑴中模光洁度不合格或已磨损而擦伤药片圆周面同时由于出片不顺利往往使药片被顶裂。⑵配料制粒不当发生粘模现象,造成毛边片或开裂片。 |
⑴更换中模(注:中模一面磨损后可翻过来安装,使用另一面) ⑵重新处理药料 |
| 10 |
药片不光 |
药片表面有麻点凹坑或出现揭盖现象 |
⑴冲头表面不光 ⑵配料制粒不当 |
⑴修换冲头 ⑵重新处理药料 |
| 11 |
药片疏松 |
药片氦度不够,疏松易碎,起层等 |
⑴压力不够 ⑵配料制粒不当 |
⑴调节压力(见第4页第四条) ⑵重新处理药料 |
| 12 |
片重不稳 |
片重差异过大 |
⑴下冲紧固螺钉松动,下冲头升起,养活了充填量。⑵蝶形螺丝松动,下调节轮转动,改变了充填量⑶颗粒松紧及大小不匀 |
⑴把下冲头按到底,旋紧下冲固定螺钉 ⑵重新调整并固紧 ⑶配料制粒时注意,特别是在把碎片碾碎重压时须注意。 |
1、初次使用前应对照机器实物仔细阅读说明书,然后再使用。
2、本机器只能按一定方向运转(见手轮或防护罩上的箭头所示),不可反转,以免损坏机件。在压片调整时尤需注意,不要疏忽。
3、皮带松紧调节:通过机电底板上的两个调节螺母进行调节。调好后注意锁紧。
4、无电源时用手摇压片,应将三角皮带拆下,以减少阻力及磨损。但不要将大皮带轮也拆下来,因为大皮带轮兼有飞轮省力的作用。
5、电动压片时须将手轮上的转动手柄扳倒,以免运转时伤人。
6、无论手动压片或电动压片,在启动前应使上冲芯杆处在上升位置然后再启动。若在上冲片于下降位置的情况下启动,则刚刚开始起动就进入了中模压片,这时由于机器的转速还未升上去惯性较小,容易发生顶车的情况。(即上冲头进入中模后由于药片的抗力而“顶死”,使机器停止运转。顶车时由于负荷较大,往往损坏机析或烧毁电机)。
7、顶车后的处理办法
⑴在电动压片时发生顶车情况,应立即关闭电源,以免烧毁电机。
⑵顶车情况较轻时,可用手扳转手轮使上冲通过“死点”(但不可反转,以免加料器重复加料,造成更严重的顶车)。
⑶严重顶车时,旋松连杆锁紧螺母,扳转上冲芯杆,使其上升以减小压力,再转动手轮将药片顶出。然后重新调整药片硬度。
8、在压片过程中须经常检查药片质量(片重、硬度、表面光洁度等),及时调整
9、压片前的配料制粒工艺对压片有很大的影响。如药料和滑料、填料、粘结剂等辅料的配方制粒的情况(粉子的状况、颗粒松紧、粉粒的比例、含水量等),都直接影响药片质量。并往往由于配料制粒不当而不能成片,甚至损坏机器。因此,本机器不能用于将半固体的或潮湿的或无颗粒极细粉子的压片。在使用中若发现压力已调得相当大仍压不成片或虽压成片但出现过于疏松、起层、碎片、麻点、掉粉等现象。就应从配料等方面找出原因、加以解决。切不可一味调整加大压力,以至损坏机器。此外,有些药料压出的药片硬度虽然不大,但具有一定的韧性,其搞摔搞城性并不差(通常以从1-1.2米高度掉在地面不碎即可),因此应以满足运输保管的要求为度不要单从硬度着眼,以免压片压力过大,损坏机器。
型 号: TDP-1.5 TDP-5
最大压片压力: 15kn 50kn
最大压片直径: 12mm φ16mm 异型 φ22mm
最大充填深度: 12mm 12mm
最大片剂厚度: 6mm 6mm
生 产 能 力: 6000片/h 6000片/h
电 动 机: 0.55kw 0.75Kw
外 形 尺 寸: 670X470X750mm 750X500X700mm
主 机 重 量: 90kg 125kg
| 序号 |
加油部位 |
所加润滑油 |
每班加油次数 |
| 1 |
主轴孔油杯(2只) |
黄油 |
2-3次 |
| 2 |
偏心轮壳油杯1只 |
黄油 |
2-3次 |
| 3 |
过桥轮轴油杯1只 |
黄油 |
2-3次 |
| 4 |
提升凸轮凹槽(即大齿轮内侧凹槽) |
黄油 |
每班检查凹槽表面擦去污物,加黄油一次 |
| 5 |
充填凸轮的凹槽 |
黄油 |
每班检查、视情况加油 |
| 6 |
齿轮齿面 |
黄油 |
每班检查、视情况加油 |
| 7 |
连杆上油孔 |
机油 |
1次 |
| 8 |
杠杆的摆动支点处 |
机油 |
1次 |
| 9 |
上冲芯杆的表面 |
机油 |
2次 |
| 10 |
提升杆的表面 |
机油 |
2次 |

 价值工程在压片机冲钉冲模改造中的应用
价值工程在压片机冲钉冲模改造中的应用
价值工程在压片机冲钉冲模改造中的应用
我厂500吨铜系催化剂生产线的关键设备25型压片机冲钉冲模在使用初期故障频繁,消耗高,平均每32小时就要更换一套冲钉冲模,运转率仅为55%,不仅严重影响产品的产量和质量,而且提高了产品成本。改造冲钉冲模,延长其使用寿命,是迫切需要解决的问题。由于影响冲钉冲模可靠性的因素较多,难以入手,故应用价值工程来指导此项改造。一、功能分析首先列出冲钉冲模的全部功能,然后逐个明确功能之间的相互关系,画出功能系统图。
 压片机预防性维护检修内容计划
压片机预防性维护检修内容计划
压片机预防性维护检修内容计划
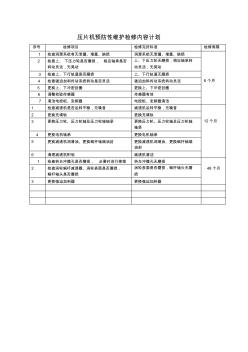
压片机预防性维护检修内容计划 序号 检修项目 检修完好标准 检修周期 1 检查润滑系统有无泄漏、堵塞、缺损 润滑系统无泄漏、堵塞、缺损 6 个月 2 检查上、 下压力轮是否磨损, 相应轴承是否 转动灵活,无晃动 上、下压力轮无磨损,相应轴承转 动灵活,无晃动 3 检查上、下行轨道是否磨损 上、下行轨道无磨损 4 检查强迫加料传动系统转动是否灵活 强迫加料传动系统转动灵活 5 更换上、下冲密封圈 更换上、下冲密封圈 6 调整校验传感器 传感器有效 7 清洁电控柜、变频器 电控柜、变频器清洁 1 检查减速机是否运转平稳,无噪音 减速机运转平稳,无噪音 12个月 2 更换充填轨 更换充填轨 3 更换压力轮、压力轮轴及压力轮轴轴承 更换压力轮、压力轮轴及压力轮轴 轴承 4 更换电机轴承 更换电机轴承 5 更换减速机润滑油、更换蜗杆轴端油封 更换减速机润滑油、更换蜗杆轴端 油封 6 清理减速机积垢
TDP-6型单冲压片机,能将粉粒状原料压制成片剂,可广泛适用于制药厂、化工厂、医院、科研单位、实验室试制和小批量生产。
本机性能优良,适应性强,使用方便,易于维修,体积小,重量轻,无电时也可手摇片。本机只装一付冲模,物料的充填深度,压片厚度均可调节,能适应制药行业压制各种中、西药征剂的要求和其它行业压制各种类似产品的要求,深受各待业广大用户的欢迎。
单冲压片机工作原理:该单冲压片机特点是一种小型台式电动连续压片的机器,也可以手摇,压出的药片厚度平均,光泽度高,无需抛光。由于单冲压片机只有一付冲模,所以称单冲压片机;物料的充填深度,压片厚度均可调节。
1、压片机安装在牢固的木制工作台上(也可安装在水泥台上)用三付M12地脚螺钉固定。工作台面至地面的体度纸600毫米左右(以手摇,操作方便为度)。为了拆卸修理方便,在木制工作台上对应下冲芯相杆的位置片还应有一个直径约35毫米的孔。
2、接通电机电源前先将电动机接好地线,以保安全。再卸下三角皮带,接通电机电源,开动电机观察电机旋转方向是否正确(电机轴的旋转方向应与防护罩或手轮上的箭头方向相反)若旋转方向不对,则另行接线然后再把三角皮带装好。
1、冲模的安装
⑴安装上冲:旋松下冲固定螺钉、转动手轮使下冲芯杆升到最高位置,把下冲杆插入下冲芯杆的孔中(注意使下冲杆的缺口斜面对准下冲紧固螺钉,并要插到底)最后旋紧下冲固定螺钉。
⑵安装下冲:旋松上冲紧固螺母,把上冲芯杆插入上冲芯杆的孔,要插到底,用扳手卡住上冲芯杆下部的六方、旋紧上冲紧固螺母。
⑶安装中模:旋松中模固定螺钉,把在模拿平放入中模台板的孔中,同时使下冲进入中模的孔中、按到底然后旋紧中模固定螺钉。放中模时须注意把中模拿平,以免歪斜放入时卡住,损坏孔壁。
⑷用手转动手轮、使上冲缓慢下降进入中模孔中,观察有无碰撞或磨擦现象,若发生碰撞或磨擦,则松开中模台板固定螺钉(两只),调整中模台板固定的位置,使上冲进入中模孔中,再旋紧中模台板固定螺钉,如此调整直到上冲头进入中模时无碰撞或磨擦方为安装合格。
2、出片的调整
转动手轮使下冲升到最高位置,观察下冲口面是否与中模平面相齐(或高或低都将影响出片)若不齐则旋松蝶形螺丝,松开齿轮压板转达动上调节齿轮,使下冲口面与中模平面相齐,然后仍将压板按上,旋紧蝶形螺丝。
至此,用手摇动手轮,空车运转十余转,若机器运转正常,则可加料试压,进行下一步调整。
3、充填深度的调整(即药片重量的调整)
旋松蝶形螺丝,松开齿轮压板。转动下调节齿轮向左转使下冲芯杆上升,则充填深度减少(药片重量减轻)。调好后仍将轮齿压板按上,旋紧蝶形螺丝。
4、压力的调整(即药片硬度的调整)
旋松连杆锁紧螺母、转动上冲芯杆,向左转使上冲芯杆向下移动,则压力加大,压出的药片硬度增加;反之,向右转则压力减少,药片硬度降低,调好后用扳手卡住上冲芯杆下部的六方,仍将连杆锁紧螺母锁紧。至此,冲模的调整基本完成,再启动电机试压十余片,检查片重,硬度和表面光洁度等质量如合格,即可投料生产。在生产过程中、仍须随时检查药片质量,及时调整。
5、冲模的拆卸
⑴拆卸上冲:旋松上冲紧固螺母,即可将上冲杆拔出,若配合较紧,可用手钳夹住上冲杆将其拔出,但要注意不可损伤冲头棱刃。
⑵拆卸中模:旋松中模固定螺钉,旋下下冲固定螺宁,旋松蝶形螺丝,松开齿轮压板。转达动调节齿轮使下冲芯杆上升药十毫米,轻轻转动手轮,使下冲芯杆将中模顶出一部份,用手将中模取出,若中模在孔中配合紧密,不可用力转动手轮硬顶,以免损坏机件。这时须拆下中模台板再取出中模。
⑶拆卸下冲:先已旋下下冲固定螺钉,再转动手轮使下冲芯杆升到最高位置,即可用手拔出上冲杆。若配合紧密,可用手钳夹出(注意不要损伤冲头棱刃)。
⑷冲模拆卸后尚须转动调节齿轮,使下冲芯杆退下约10毫米,转动手轮使下冲芯杆升到最高位置时,其顶端不高于中模台板的底面随可(这一步不要忽略,以免再次使用时发生下冲芯杆与中模顶撞的事故)。最后仍将下冲固定螺钉旋上。
1、中模台板拆卸:抽出挡粉板,取下料斗,旋出加料器紧定螺钉、旋下加料器固定螺柱和弹簧,取下加料器,旋下中模台板固定螺钉及弹簧垫圈,即可取下中模台板。安装:参考上述相反顺序进行。在旋上加料器紧固螺钉时须注意对正。以免损坏加料器的丝孔。
2、上冲芯杆拆卸:旋松连杆锁紧螺母,转动上冲芯杆使其与连杆脱离,转动手轮使偏心轮壳升至最高位置,转动偏心连壳使连杆摆至前上方,即可将上冲芯杆从模架孔的上方抽出。安装参考上述相反顺序进行。
3、下冲芯杆拆卸:旋下下冲固定螺钉,蝶形螺丝及齿轮压板转动调节齿轮,使下冲芯杆下降并从机身底孔下取出。安装:参考上述相反顺序进行。
4、连杆拆卸:先拆下上冲芯杆,再取下连杆销上的钢丝挡圈,取出连杆销,即可取下连杆。安装:接上述相反顺序进行。
5、大皮带轮、小齿轮及过桥轴拆卸:抵下三角皮带,旋下过桥轴右端母及垫圈(在机身里面),用手拿牢大皮带轮连同小齿轮和过桥轴一起抽出来,然后可用将过桥轴从轮孔中抽出。(大皮带轮与小齿轮及轴套三者压么一体,一般不需要拆开)。安装:参考上述相反顺序进行。
6、主轴拆卸:拆卸主轴应两人进行。首先拆下大皮带轮,再旋下螺母取下杠杆、杠杆轴及充填滚轮。(必要时再拆下手轮及充凸轮)卸下防护罩,旋下螺钉及垫圈,用木锤敲打大齿轮内侧的非工作面(不可重大)。将其卸下(注意勿使提升滚轮丢失),再用木锤和铜棒敲打轴端(注意不要损伤轴端螺孔),同时拿牢轴的另一端并扶住偏心轮壳,慢慢将主轴拆下。安装:参考上述相反顺序进行。
1、各运动机件摩擦面的润滑是保证机器正常运转和延长使用寿命的重要环节,特别是各主要运动件若在缺油情况下干转运转会迅速损坏而不能使用,因此压片机在使用前必须将全部油杯、油孔和摩擦面加上润滑油,并空车运转使各摩擦面布满油膜,然后方可投入使用。今后每班按时加油,但每次加油也不可过多,以免溢出影响清洁,沾污药片。各加油部位及加油次数见下表:
2、每班前均须检查各螺丝是否松动,在工作过程中也应经常注意检查,如有松动立即旋紧,以免发生故障。其主要部位有:上冲紧固螺母,中模固定螺钉,下冲固定螺钉;连杆锁紧螺母,连杆销紧定螺钉;升降叉锁紧螺母(2只)蝶形螺丝;中模台扳固定螺钉(2只)。
加油部位及加油次数表
| 序号 |
加油部位 |
所加润滑油 |
每班加油次数 |
| 1 |
主轴孔油杯(2只) |
黄油 |
2-3次 |
| 2 |
偏心轮壳油杯1只 |
黄油 |
2-3次 |
| 3 |
过桥轮轴油杯1只 |
黄油 |
2-3次 |
| 4 |
提升凸轮凹槽(即大齿轮内侧凹槽) |
黄油 |
每班检查凹槽表面擦去污物,加黄油一次 |
| 5 |
充填凸轮的凹槽 |
黄油 |
每班检查、视情况加油 |
| 6 |
齿轮齿面 |
黄油 |
每班检查、视情况加油 |
| 7 |
连杆上油孔 |
机油 |
1次 |
| 8 |
杠杆的摆动支点处 |
机油 |
1次 |
| 9 |
上冲芯杆的表面 |
机油 |
2次 |
| 10 |
提升杆的表面 |
机油 |
2次 |
3、每班前和每次调班后都须手摇试压几片,无问题后再开电动压片。
4、在压片过程中须经常检查冲模质量,如发现有缺边、裂纹、变形成严重损、就及时更换,以免发生故障损坏机器和影响片剂质量。
5、每天使用完毕后应将剩余粉粒取出,擦清机器各部。若停用时间较长,则须拆下冲模,将机器各磨擦面。工作面擦净,涂以防锈油,罩上防尘衣;冲模应擦净后浸入油中保存。
6、定期检查机件,每月2次。
1、初次使用前应对照机器实物仔细阅读说明书,然后再使用。
2、本机器只能按一定方向运转(见手轮或防护罩上的箭头所示),不可反转,以免损坏机件。在压片调整时尤需注意,不要疏忽。
3、皮带松紧调节:通过机电底板上的两个调节螺母进行调节。调好后注意锁紧。
4、无电源时用手摇压片,应将三角皮带拆下,以减少阻力及磨损。但不要将大皮带轮也拆下来,因为大皮带轮兼有飞轮省力的作用。
5、电动压片时须将手轮上的转动手柄扳倒,以免运转时伤人。
6、无论手动压片或电动压片,在启动前应使上冲芯杆处在上升位置然后再启动。若在上冲片于下降位置的情况下启动,则刚刚开始起动就进入了中模压片,这时由于机器的转速还未升上去惯性较小,容易发生顶车的情况。(即上冲头进入中模后由于药片的抗力而“顶死”,使机器停止运转。顶车时由于负荷较大,往往损坏机析或烧毁电机)。
7、顶车后的处理办法
⑴在电动压片时发生顶车情况,应立即关闭电源,以免烧毁电机。
⑵顶车情况较轻时,可用手扳转手轮使上冲通过“死点”(但不可反转,以免加料器重复加料,造成更严重的顶车)。
⑶严重顶车时,旋松连杆锁紧螺母,扳转上冲芯杆,使其上升以减小压力,再转动手轮将药片顶出。然后重新调整药片硬度。
8、在压片过程中须经常检查药片质量(片重、硬度、表面光洁度等),及时调整
9、压片前的配料制粒工艺对压片有很大的影响。如药料和滑料、填料、粘结剂等辅料的配方制粒的情况(粉子的状况、颗粒松紧、粉粒的比例、含水量等),都直接影响药片质量。并往往由于配料制粒不当而不能成片,甚至损坏机器。因此,本机器不能用于将半固体的或潮湿的或无颗粒极细粉子的压片。在使用中若发现压力已调得相当大仍压不成片或虽压成片但出现过于疏松、起层、碎片、麻点、掉粉等现象。就应从配料等方面找出原因、加以解决。切不可一味调整加大压力,以至损坏机器。此外,有些药料压出的药片硬度虽然不大,但具有一定的韧性,其搞摔搞城性并不差(通常以从1-1.2米高度掉在地面不碎即可),因此应以满足运输保管的要求为度不要单从硬度着眼,以免压片压力过大,损坏机器。
TDP-6型单冲压片机,能将粉粒状原料压制成片剂,可广泛适用于制药厂、化工厂、医院、科研单位、实验室试制和小批量生产。
本机性能优良,适应性强,使用方便,易于维修,体积小,重量轻,无电时也可手摇片。本机只装一付冲模,物料的充填深度,压片厚度均可调节,能适应制药行业压制各种中、西药征剂的要求和其它行业压制各种类似产品的要求,深受各待业广大用户的欢迎。
单冲压片机工作原理:该单冲压片机特点是一种小型台式电动连续压片的机器,也可以手摇,压出的药片厚度平均,光泽度高,无需抛光。由于单冲压片机只有一付冲模,所以称单冲压片机;物料的充填深度,压片厚度均可调节。
1、压片机安装在牢固的木制工作台上(也可安装在水泥台上)用三付M12地脚螺钉固定。工作台面至地面的体度纸600毫米左右(以手摇,操作方便为度)。为了拆卸修理方便,在木制工作台上对应下冲芯相杆的位置片还应有一个直径约35毫米的孔。
2、接通电机电源前先将电动机接好地线,以保安全。再卸下三角皮带,接通电机电源,开动电机观察电机旋转方向是否正确(电机轴的旋转方向应与防护罩或手轮上的箭头方向相反)若旋转方向不对,则另行接线然后再把三角皮带装好。
1、冲模的安装
⑴安装上冲:旋松下冲固定螺钉、转动手轮使下冲芯杆升到最高位置,把下冲杆插入下冲芯杆的孔中(注意使下冲杆的缺口斜面对准下冲紧固螺钉,并要插到底)最后旋紧下冲固定螺钉。
⑵安装下冲:旋松上冲紧固螺母,把上冲芯杆插入上冲芯杆的孔,要插到底,用扳手卡住上冲芯杆下部的六方、旋紧上冲紧固螺母。
⑶安装中模:旋松中模固定螺钉,把在模拿平放入中模台板的孔中,同时使下冲进入中模的孔中、按到底然后旋紧中模固定螺钉。放中模时须注意把中模拿平,以免歪斜放入时卡住,损坏孔壁。
⑷用手转动手轮、使上冲缓慢下降进入中模孔中,观察有无碰撞或磨擦现象,若发生碰撞或磨擦,则松开中模台板固定螺钉(两只),调整中模台板固定的位置,使上冲进入中模孔中,再旋紧中模台板固定螺钉,如此调整直到上冲头进入中模时无碰撞或磨擦方为安装合格。
2、出片的调整
转动手轮使下冲升到最高位置,观察下冲口面是否与中模平面相齐(或高或低都将影响出片)若不齐则旋松蝶形螺丝,松开齿轮压板转达动上调节齿轮,使下冲口面与中模平面相齐,然后仍将压板按上,旋紧蝶形螺丝。
至此,用手摇动手轮,空车运转十余转,若机器运转正常,则可加料试压,进行下一步调整。
3、充填深度的调整(即药片重量的调整)
旋松蝶形螺丝,松开齿轮压板。转动下调节齿轮向左转使下冲芯杆上升,则充填深度减少(药片重量减轻)。调好后仍将轮齿压板按上,旋紧蝶形螺丝。
4、压力的调整(即药片硬度的调整)
旋松连杆锁紧螺母、转动上冲芯杆,向左转使上冲芯杆向下移动,则压力加大,压出的药片硬度增加;反之,向右转则压力减少,药片硬度降低,调好后用扳手卡住上冲芯杆下部的六方,仍将连杆锁紧螺母锁紧。至此,冲模的调整基本完成,再启动电机试压十余片,检查片重,硬度和表面光洁度等质量如合格,即可投料生产。在生产过程中、仍须随时检查药片质量,及时调整。
5、冲模的拆卸
⑴拆卸上冲:旋松上冲紧固螺母,即可将上冲杆拔出,若配合较紧,可用手钳夹住上冲杆将其拔出,但要注意不可损伤冲头棱刃。
⑵拆卸中模:旋松中模固定螺钉,旋下下冲固定螺宁,旋松蝶形螺丝,松开齿轮压板。转达动调节齿轮使下冲芯杆上升药十毫米,轻轻转动手轮,使下冲芯杆将中模顶出一部份,用手将中模取出,若中模在孔中配合紧密,不可用力转动手轮硬顶,以免损坏机件。这时须拆下中模台板再取出中模。
⑶拆卸下冲:先已旋下下冲固定螺钉,再转动手轮使下冲芯杆升到最高位置,即可用手拔出上冲杆。若配合紧密,可用手钳夹出(注意不要损伤冲头棱刃)。
⑷冲模拆卸后尚须转动调节齿轮,使下冲芯杆退下约10毫米,转动手轮使下冲芯杆升到最高位置时,其顶端不高于中模台板的底面随可(这一步不要忽略,以免再次使用时发生下冲芯杆与中模顶撞的事故)。最后仍将下冲固定螺钉旋上。
1、中模台板拆卸:抽出挡粉板,取下料斗,旋出加料器紧定螺钉、旋下加料器固定螺柱和弹簧,取下加料器,旋下中模台板固定螺钉及弹簧垫圈,即可取下中模台板。安装:参考上述相反顺序进行。在旋上加料器紧固螺钉时须注意对正。以免损坏加料器的丝孔。
2、上冲芯杆拆卸:旋松连杆锁紧螺母,转动上冲芯杆使其与连杆脱离,转动手轮使偏心轮壳升至最高位置,转动偏心连壳使连杆摆至前上方,即可将上冲芯杆从模架孔的上方抽出。安装参考上述相反顺序进行。
3、下冲芯杆拆卸:旋下下冲固定螺钉,蝶形螺丝及齿轮压板转动调节齿轮,使下冲芯杆下降并从机身底孔下取出。安装:参考上述相反顺序进行。
4、连杆拆卸:先拆下上冲芯杆,再取下连杆销上的钢丝挡圈,取出连杆销,即可取下连杆。安装:接上述相反顺序进行。
5、大皮带轮、小齿轮及过桥轴拆卸:抵下三角皮带,旋下过桥轴右端母及垫圈(在机身里面),用手拿牢大皮带轮连同小齿轮和过桥轴一起抽出来,然后可用将过桥轴从轮孔中抽出。(大皮带轮与小齿轮及轴套三者压么一体,一般不需要拆开)。安装:参考上述相反顺序进行。
6、主轴拆卸:拆卸主轴应两人进行。首先拆下大皮带轮,再旋下螺母取下杠杆、杠杆轴及充填滚轮。(必要时再拆下手轮及充凸轮)卸下防护罩,旋下螺钉及垫圈,用木锤敲打大齿轮内侧的非工作面(不可重大)。将其卸下(注意勿使提升滚轮丢失),再用木锤和铜棒敲打轴端(注意不要损伤轴端螺孔),同时拿牢轴的另一端并扶住偏心轮壳,慢慢将主轴拆下。安装:参考上述相反顺序进行。
1、各运动机件摩擦面的润滑是保证机器正常运转和延长使用寿命的重要环节,特别是各主要运动件若在缺油情况下干转运转会迅速损坏而不能使用,因此压片机在使用前必须将全部油杯、油孔和摩擦面加上润滑油,并空车运转使各摩擦面布满油膜,然后方可投入使用。今后每班按时加油,但每次加油也不可过多,以免溢出影响清洁,沾污药片。各加油部位及加油次数见下表:
2、每班前均须检查各螺丝是否松动,在工作过程中也应经常注意检查,如有松动立即旋紧,以免发生故障。其主要部位有:上冲紧固螺母,中模固定螺钉,下冲固定螺钉;连杆锁紧螺母,连杆销紧定螺钉;升降叉锁紧螺母(2只)蝶形螺丝;中模台扳固定螺钉(2只)。
加油部位及加油次数表
序号 | 加油部位 | 所加润滑油 | 每班加油次数 |
1 | 主轴孔油杯(2只) | 黄油 | 2-3次 |
2 | 偏心轮壳油杯1只 | 黄油 | 2-3次 |
3 | 过桥轮轴油杯1只 | 黄油 | 2-3次 |
4 | 提升凸轮凹槽(即大齿轮内侧凹槽) | 黄油 | 每班检查凹槽表面擦去污物,加黄油一次 |
5 | 充填凸轮的凹槽 | 黄油 | 每班检查、视情况加油 |
6 | 齿轮齿面 | 黄油 | 每班检查、视情况加油 |
7 | 连杆上油孔 | 机油 | 1次 |
8 | 杠杆的摆动支点处 | 机油 | 1次 |
9 | 上冲芯杆的表面 | 机油 | 2次 |
10 | 提升杆的表面 | 机油 | 2次 |
3、每班前和每次调班后都须手摇试压几片,无问题后再开电动压片。
4、在压片过程中须经常检查冲模质量,如发现有缺边、裂纹、变形成严重损、就及时更换,以免发生故障损坏机器和影响片剂质量。
5、每天使用完毕后应将剩余粉粒取出,擦清机器各部。若停用时间较长,则须拆下冲模,将机器各磨擦面。工作面擦净,涂以防锈油,罩上防尘衣;冲模应擦净后浸入油中保存。
6、定期检查机件,每月2次。
1、初次使用前应对照机器实物仔细阅读说明书,然后再使用。
2、本机器只能按一定方向运转(见手轮或防护罩上的箭头所示),不可反转,以免损坏机件。在压片调整时尤需注意,不要疏忽。
3、皮带松紧调节:通过机电底板上的两个调节螺母进行调节。调好后注意锁紧。
4、无电源时用手摇压片,应将三角皮带拆下,以减少阻力及磨损。但不要将大皮带轮也拆下来,因为大皮带轮兼有飞轮省力的作用。
5、电动压片时须将手轮上的转动手柄扳倒,以免运转时伤人。
6、无论手动压片或电动压片,在启动前应使上冲芯杆处在上升位置然后再启动。若在上冲片于下降位置的情况下启动,则刚刚开始起动就进入了中模压片,这时由于机器的转速还未升上去惯性较小,容易发生顶车的情况。(即上冲头进入中模后由于药片的抗力而"顶死",使机器停止运转。顶车时由于负荷较大,往往损坏机析或烧毁电机)。
7、顶车后的处理办法
⑴在电动压片时发生顶车情况,应立即关闭电源,以免烧毁电机。
⑵顶车情况较轻时,可用手扳转手轮使上冲通过"死点"(但不可反转,以免加料器重复加料,造成更严重的顶车)。
⑶严重顶车时,旋松连杆锁紧螺母,扳转上冲芯杆,使其上升以减小压力,再转动手轮将药片顶出。然后重新调整药片硬度。
8、在压片过程中须经常检查药片质量(片重、硬度、表面光洁度等),及时调整
9、压片前的配料制粒工艺对压片有很大的影响。如药料和滑料、填料、粘结剂等辅料的配方制粒的情况(粉子的状况、颗粒松紧、粉粒的比例、含水量等),都直接影响药片质量。并往往由于配料制粒不当而不能成片,甚至损坏机器。因此,本机器不能用于将半固体的或潮湿的或无颗粒极细粉子的压片。在使用中若发现压力已调得相当大仍压不成片或虽压成片但出现过于疏松、起层、碎片、麻点、掉粉等现象。就应从配料等方面找出原因、加以解决。切不可一味调整加大压力,以至损坏机器。此外,有些药料压出的药片硬度虽然不大,但具有一定的韧性,其搞摔搞城性并不差(通常以从1-1.2米高度掉在地面不碎即可),因此应以满足运输保管的要求为度不要单从硬度着眼,以免压片压力过大,损坏机器。
单冲压片机的加料机构由料斗和加料器组成,二者由挠性导管连接,料斗中的颗粒药物通过导管进入加料器。由于单冲压片机的冲模在机器上的位置不动,只有沿其轴线的往复冲压动作,而加料器有相对中模孔的位置移动,因此需采用挠性导管。常用的加料器有摆动式靴形加料器及往复式靴形加料器。
1.摆动式靴形加料器
此加料器外形如一靴子,由凸轮带动做左右摆动。加料器底面与中模上表面保持微小(约o.1mm)间隙,当摆动中出料口对准中模孔时,药物借加料器的抖动自出料口填入中模孔,当加料器摆动幅度加大后,加料口离开了中模孔,其底面即将中模上表面的颗粒刮平。此后,中模孔露出,上冲开始下降进行压片,待片剂于中模内压制成型后,上冲上升脱离开中模模孔,同时下冲也上升,并将片顶出中模模孔;在加料器向回摆动时,将压制好的片剂拨到盛器中,并再次向中模模孔中填充药粉。这种加料器中的药粉随加料器同时不停摆动,由于药粉的颗粒不均匀及不同原料的比重差异等,易造成药粉分层现象。
2.往复式靴形加料器
这种加料器的外形也如靴子,其加料和刮平、推片等动作原理和摆动式加料器一样。所不同的是加料器于往复运动中,完成向中模孔中填充药物过程。加料器前进时,加料器前端将前个往复过程中由下冲捅出中模孔的药片推到盛器之中;同时,加料器覆盖了中模模孔,出料口对准中模模孔,颗粒药物填满模孔;当加料器后退时,加料器的底面将中模上表面的颗粒刮平;其后,模孔部位露出,上、下冲相对运动,将中模孔中粉粒压成药片,此后上冲快速提升,下冲上升将药片顶出模孔,完成一次压片过程。
在压片机上通过调节下冲在中模孔中的伸入深度来改变药物的填充容积。当下冲下移,模孔内空容积增大,药物填充量增加,片剂剂量增大。相反,下冲上调时,模孔内容积减小,片剂剂量也减少。如图3-4及图3-5所示,在下冲套6上装有填充调节螺母9,旋转螺母9即可使下冲上升或下降。当确认调节位置合适时,将螺母以销固定。这种填充调节机构又称为直接式调节机构,螺母的旆转量盲接反应出中模孔容积的变化量。
单冲压片机是利用主轴上的偏心凸轮旋转带动上冲做上下往复运动完成压片过程的,通过调节上冲与曲柄相连的位置,从而改变冲程的起始位置,可以达到上冲对模孔中药物的压实程度。也可以通过复合偏心机构,改变总偏心距的方法,达到调节上冲对模孔中药物的冲击压力的目的。前一种可以叫做螺旋式调节,后一种称为偏心距式调节。
(一)螺旋式压力调节机构
图3-6所示为螺旋式压力调节的压片机。当进行压力调节时,先松开螺母6,旋转上冲套7,上冲向上移时,片剂厚度加大,冲压压力减小;上冲下移时,可以减小片厚,增大冲压压力。调整达到要求时,紧固螺母6即可。
(二)偏心距式压力调节机构
图3-7所示为通过调节偏心距调节压力的压片机。主轴4上所装的偏心轮5具有另一个偏心套3,需要调节压力时,旋转调节蜗杆2,使偏心套3(其外缘加工有蜗轮齿)在偏心轮5上旋转,从而使总偏心距增大或减小,可以达到调节压片压力的目。
在单冲压片机上,利用凸轮带动拨叉8(见图3-4及图3-5)上下往复运动,从而使下冲大幅度上升,而将压制成的药片从中模孔中顶出。下冲上升的最高位置也是需要调节的,如果下冲顶出过高,会发生加料器拨药片动作和下冲运动发生干涉,从而造成下冲损坏现象;如果下冲顶出过低,药片不能完全露出中模上表面,容易发生药片打碎现象。这个调节是通过螺母7(见图3-4及图3-5)来完成的,旋转螺母7可以改变它在下冲套上的轴向位置,从而改变拨叉8对其作用时间的早晚和空程大小。当调节适当时,应将螺母7用销锁固。
